

Method for realizing sag control of color-coating production line by speed regulation
A speed adjustment and production line technology, applied in the field of sag control, can solve the problems of excessive sag fluctuation, unstable sag, and excessive undulation, so as to improve the excessive sag fluctuation, reduce the generation of waste, The effect of improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The technical solution of the present invention will be further described by embodiments in conjunction with the accompanying drawings.
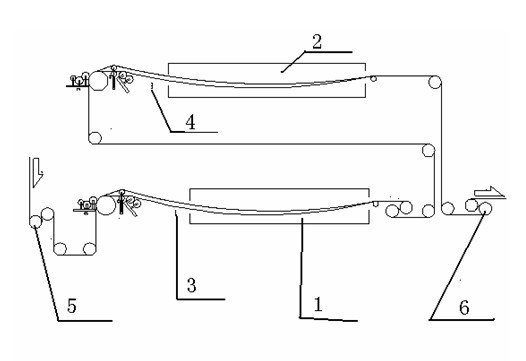
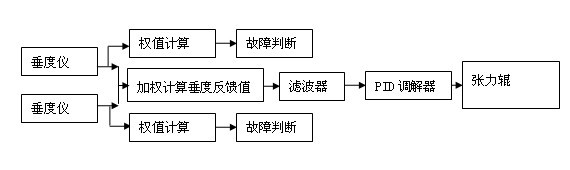
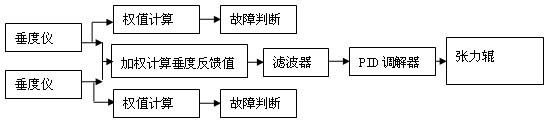
[0013] The method to realize the sag control of the color coating production line through speed adjustment includes the following steps: the data is measured by the sag meter 3 and 4 in front of the curing oven 1, 2 and the weighted average is used as the sag feedback data, and the sag The deviation is introduced into the closed loop control of the speed of the tension rollers 5 and 6 outside the curing furnace, and the speed of the tension roller is adjusted according to the data of the sag feedback, and finally the sag control of the color coating production line is realized.
[0014] The said sag feedback data is filtered by the sag meter before the sag deviation calculation to reduce the sudden change of the on-site sag feedback and make the feedback curve softer; then, by optimizing the proportional coefficient in the sag deviation PID...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More