

Method for avoiding pointy edges at head and tail of thread in thread processing
A thread, head and tail technology, applied in the field of CNC machining, can solve the problems of difficult control of the machining process, affect the assembly accuracy of workpieces, and easily damage the flanks of thread teeth, etc., and achieve the effects of shortening the processing process, saving process costs, and good social benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] A method for avoiding sharp edges at the beginning and end of threads when processing threads, comprising the following steps:
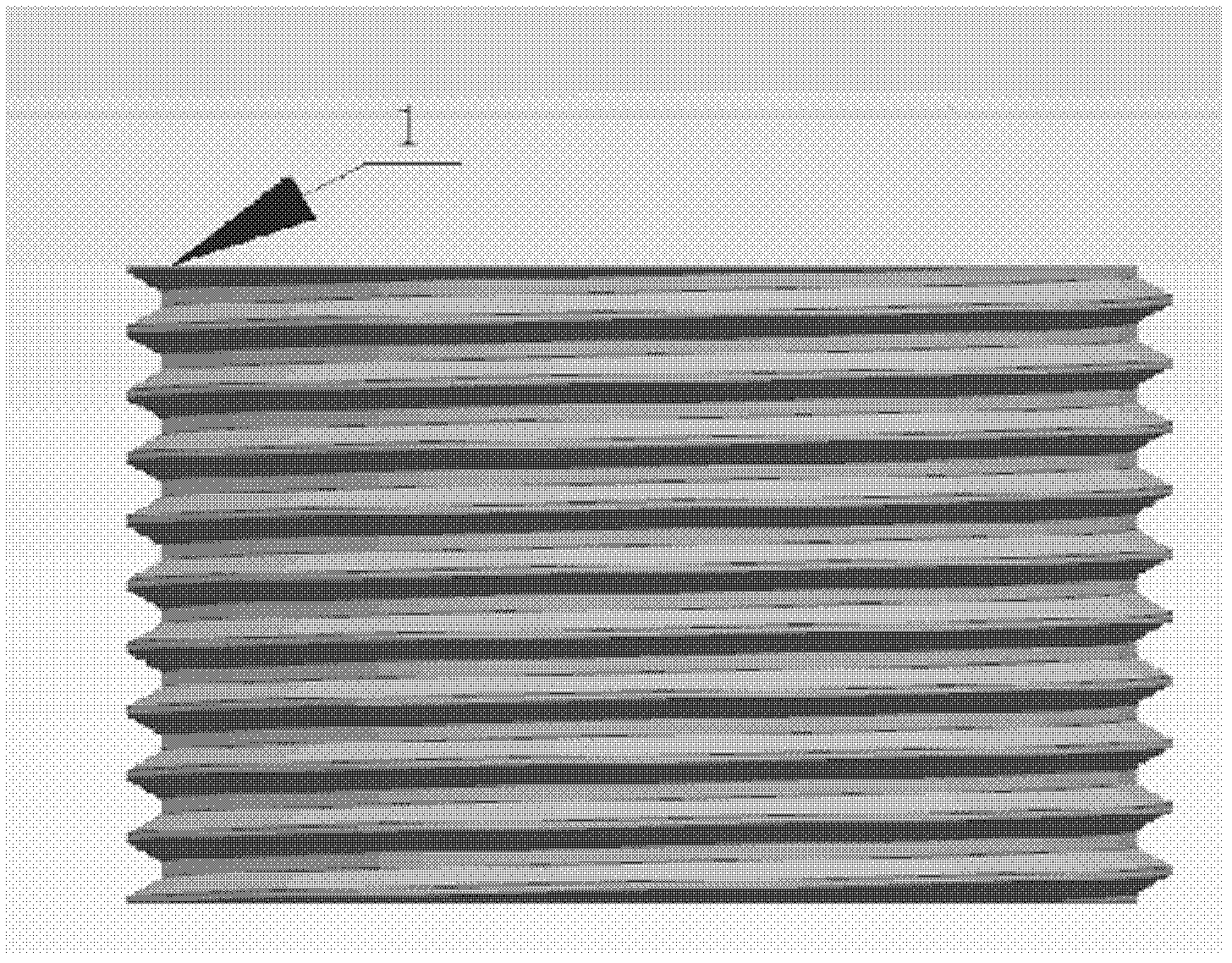
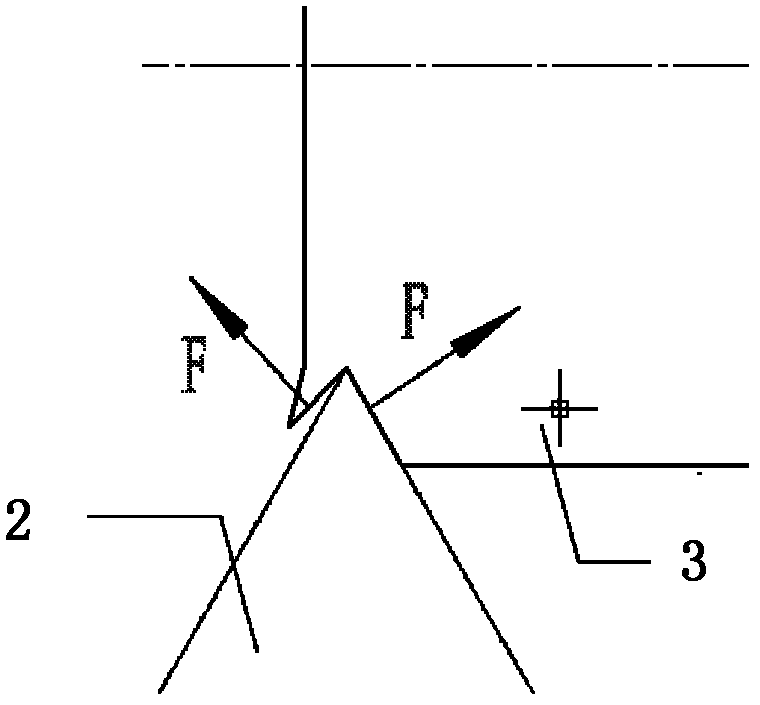
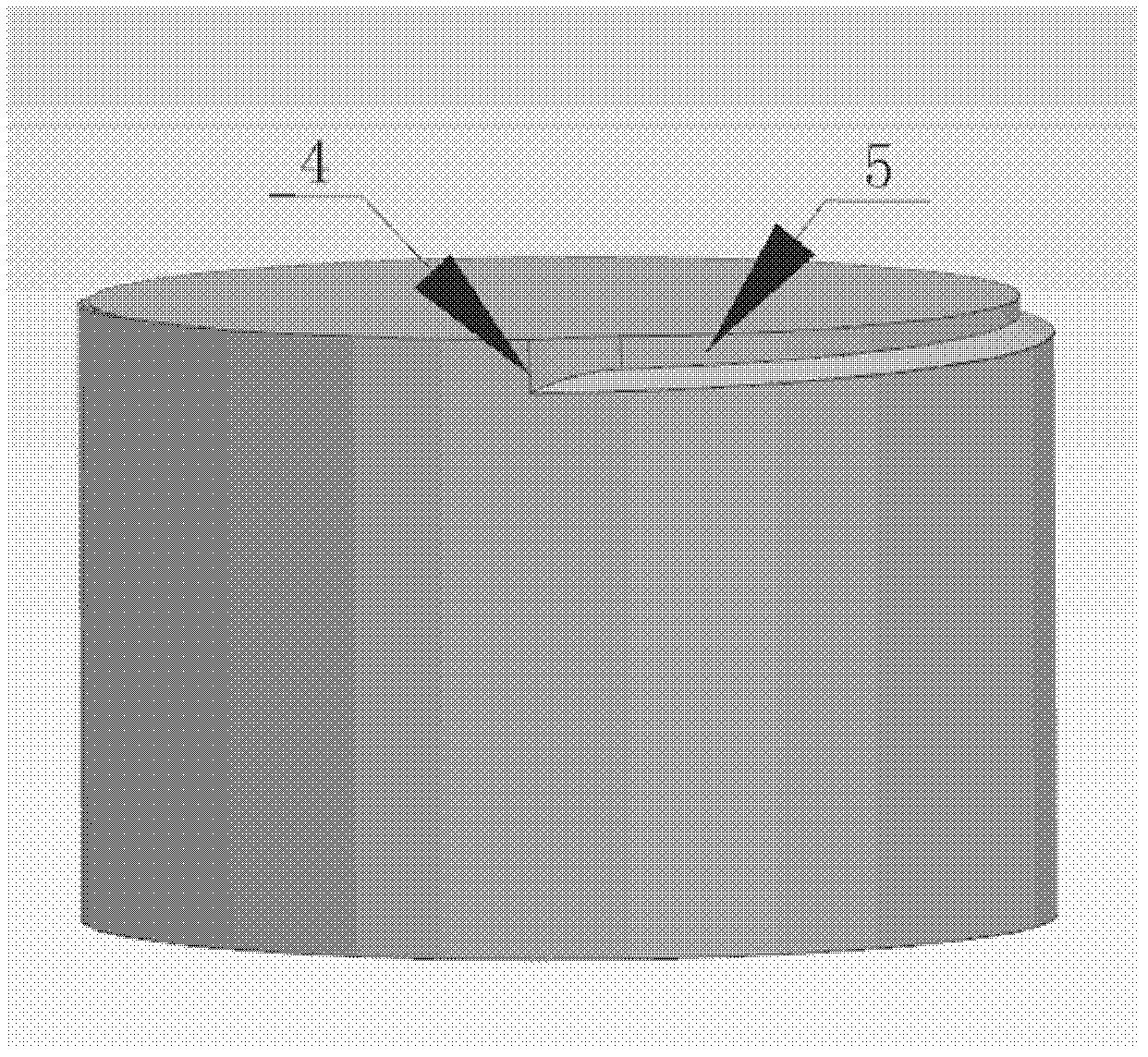
[0020] Step 1: Turning the helical cylindrical groove 5 to increase the strength of the initial thread profile
[0021] Cut and remove the helical cylindrical groove 5 of half to three quarters of a circle on the inner or outer surface of the workpiece 3 before processing the thread, such as image 3 As shown, the initial thread sharp edge 1 is removed in advance; the diameter of the helical cylindrical groove 5 is the minor diameter of the thread, and the minor diameter of the thread refers to the diameter of an imaginary cylinder tangent to the bottom of the external thread, and the helical The diameter of the cylindrical groove 5 refers to the diameter of the cylinder to which the groove surface belongs.
[0022] Described cutting removes helical cylinder groove 5, and its concrete method is as follows:
[0023] Decompose the cycle comman...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More