

Equipment for producing aluminum alloy hollow casting ingot and method of equipment
A technology of hollow ingot casting and aluminum alloy, which is applied in the field of aluminum alloy and can solve the problems of aluminum melt explosion, leaking, aluminum melt leakage, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] Example 1: Electromagnetic semi-continuous casting of A390 hollow ingot
[0050] The composition of A390 alloy is listed in the following table:
[0051] A390 alloy composition (wt%)
[0052] Si Mg Cu mn Fe Al 16.0~18.0 0.45~0.65 4.0~5.0 0.10 0.05 margin
[0053] Equipment conditions: the crystallizer is Φ210mm, the mandrel is Φ60mm, the height is 60mm, and the taper is 1 o ;
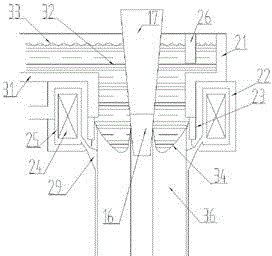
[0054] (Such as figure 2 ) Before casting, the coil 24 is supplied with low-frequency alternating current to generate a low-frequency electromagnetic field, the frequency of the electromagnetic field is 45Hz, and the strength of the electromagnetic field is 5000At, and then the melt 32 is poured into the runner 31, and the melt 32 contacts the entrance of the shunt 26 before entering the shunt 26 The stopper 27, the melt 32 is blocked by the stopper 27 and is evenly distributed into the cavity 5 through the split hole 28 of the flow divider 26 in the circumfe...
Embodiment 2
[0056] Example 2: Electromagnetic semi-continuous casting of 6063 hollow ingot
[0057] The composition of 6063 alloy is listed in the following table:
[0058] 6063 alloy composition (wt%)
[0059] Si Mg Cu mn Fe Al 0.2~0.6 0.45~0.9 0.1 0.10 0.35 margin
[0060] Equipment conditions: the crystallizer is Φ315mm, the mandrel is Φ270mm, the height is 50mm, and the taper is 8 o ;
[0061] Electromagnetic field conditions: the relative position between the coil center and the liquid surface is 80mm, the magnetically conductive part of the mandrel outlet pipe is 10mm higher than the liquid surface, the electromagnetic field frequency is 20Hz, and the electromagnetic field strength is 40,000 ampere-turns;
[0062] Casting conditions: pouring temperature 800°C, casting speed 130mm / min; cooling water flow rate, crystallizer 140l / (min m), mandrel 60 l / (min m); the root of the liquid cavity is 15mm lower than the outlet of the mandrel;
[0063] Ingot...
Embodiment 3
[0065] Example 3: 7075 hollow ingot electromagnetic semi-continuous casting
[0066] The composition of 7075 alloy is listed in the following table:
[0067] 7075 alloy composition (wt%)
[0068] Zn Mg Cu Cr mn Fe Si Al 5.1~6.1 2.1~2.9 1.2~2.0 0.18~0.28 0.30 0.5 0.5 margin
[0069] Equipment conditions: the crystallizer is Φ395mm, the mandrel is Φ300mm, the height is 70mm, and the taper is 30 o ;
[0070] Electromagnetic field conditions: the relative position between the center of the coil and the liquid surface is 80mm, the magnetically conductive part of the mandrel outlet pipe is 20mm higher than the liquid surface, the frequency of the electromagnetic field is 5Hz, and the strength of the electromagnetic field is 50,000 ampere-turns;
[0071] Casting conditions: pouring temperature 710°C, casting speed 50mm / min; cooling water flow rate, crystallizer 50 l / (min m), core mold 10 l / (min m); the root of the liquid cavity is 30mm lower t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More