Punching method for improving flanging capability of sheet
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A technology of flanging and punching, which is used in perforating tools, metal processing equipment, forming tools, etc., can solve problems such as reducing efficiency, increasing processes, and reducing material strength
Inactive Publication Date: 2013-01-23
ANHUI UNIVERSITY OF TECHNOLOGY
View PDF6 Cites 9 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0011] Grinding and annealing after punching are currently commonly used methods to improve flanging ability, but this not only increases the process and reduces efficiency, but also annealing will reduce the strength of the material and reduce the surface quality
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0032] Embodiment 1: The sheet metal is a martensitic dual-phase steel, and its mechanical properties are as follows:
[0034] Sheet thickness: 2mm; initial inner hole diameter on the blank: 10mm;
[0035] The flanging performance is measured by the flanging coefficient K:
[0036] K=d / D;
[0037] In the formula: d----initial inner hole diameter on the blank;
[0038] D --- vertical side diameter after flanging;
[0039] Using ordinary punching method, punching single-side gap 0.05mm, the flanging coefficient of the material is between 0.7-0.8.
[0040] Adopt punching method of the present invention, process parameter is as follows:
[0041] Working power supply: single-phase 220V / 50Hz; working voltage range: 180V~250V; maximum input current: 20A; oscillation power: 2KVA; oscillation frequency: 100KHz.
[0042] The distance between the lower edge of the heat insulation layer of the punch ...
Embodiment 2
[0045] Embodiment 2: The sheet metal is a bainitic dual-phase steel, and its mechanical properties are as follows:
[0047] Sheet thickness: 3mm; initial inner hole diameter on the blank: 10mm
[0048] Using ordinary punching method, punching single-side gap 0.06mm, the flanging coefficient of the material is between 0.6-0.65.
[0049] Adopt punching method of the present invention, process parameter is as follows:
[0050] Working power supply: single-phase 220V / 50Hz; working voltage range: 180V~250V; maximum input current: 30A; oscillation power: 5KVA; oscillation frequency: 80KHz.
[0051] The distance between the lower edge of the heat insulation layer and the bottom of the punch; S=6mm, the height of the heat insulation layer: 6mm, the thickness of the heat insulation layer: 3mm
[0052] The single-sided gap value of punching: C=0.02mm, keep warm for 10S after punching.
[0053] At this time,...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
yield strength
aaaaa
aaaaa
strength
aaaaa
aaaaa
Login to View More
Abstract
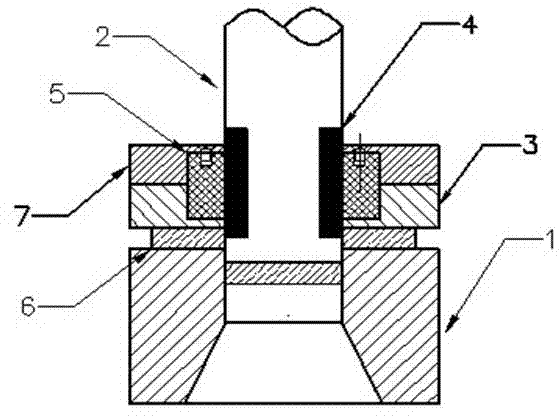
The invention provides a punching method for improving the flanging capability of a sheet, belonging to the technical field of metal plastic processing formation. The method disclosed by the invention comprises the steps that: a high-frequency heating device is connected to the blank holder ring of a common punching die, a male die insulating layer is arranged in the middle of a male die; the high frequency heating device is started up after a sheet is put in the common punching die, and the high frequency heating device is shut down after the temperature of the punching edge area of the sheet reaches 500 to 700 DEG C, afterwards, the male die moves downwards and sheet blanking begins, the temperature of the blanked edge is maintained for 1 to 30 seconds at the end of the blanking, then the male die returns and the sheet is taken out to finish punching for the flanged sheet. With the adoption of the method disclosed by the invention, the flanging capability of the sheet is improved while the strength and surface quality of material are not degraded, and the method disclosed by the invention can be popularized and applied to sheet preparation in other punching processes.
Description
technical field [0001] The invention belongs to the technical field of metal plastic processing and molding, and in particular relates to a punching method for improving the flanging ability of a plate. Background technique [0002] The stamping method that uses a mold to turn the edge of the hole or the outer edge of the sheet into a vertical edge is called flanging. The use of flanging can process three-dimensional parts with special spatial shape and good rigidity, and it can also make parts assembled with other parts (such as rivet holes, threaded bottom holes and bearing seats, etc.) on stamping parts. [0003] According to the process characteristics, there are methods such as inner hole (round hole or non-round hole) flanging, outer edge flanging and thinning flanging. Due to the different convex and concave properties of the outer edge of the part, the outer edge flanging can be divided into inner curved flanging and outer curved flanging. When the properties of te...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More