

Dynamic roll gap compensation method during cold continuous rolling flying gauge control
A technology of dynamically changing specifications and compensation methods, applied in the direction of rolling force/roll gap control, etc., can solve the problems of low thickness control accuracy and out-of-tolerance thickness of head and tail, so as to reduce head thickness deviation and improve setting accuracy. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] Specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
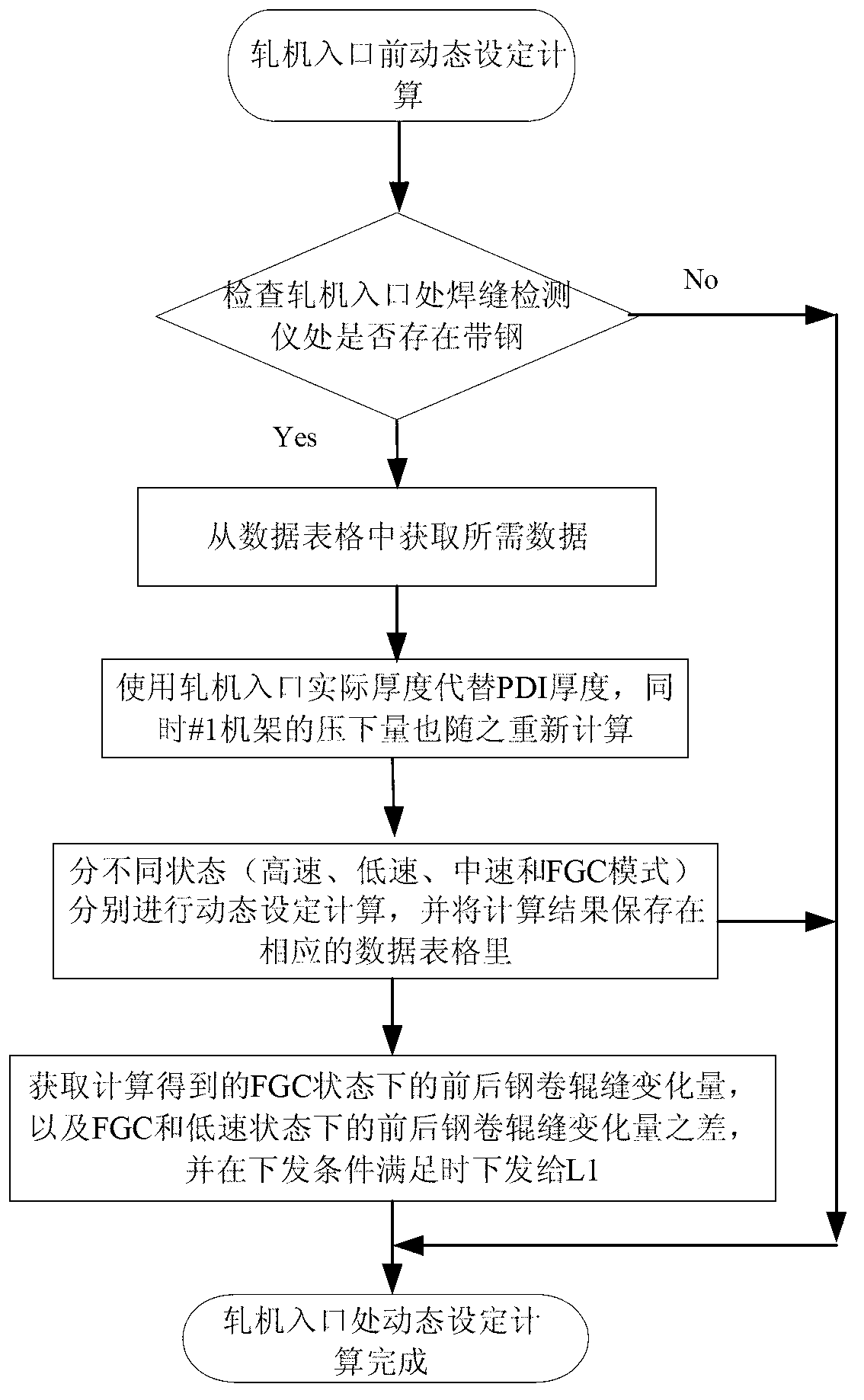
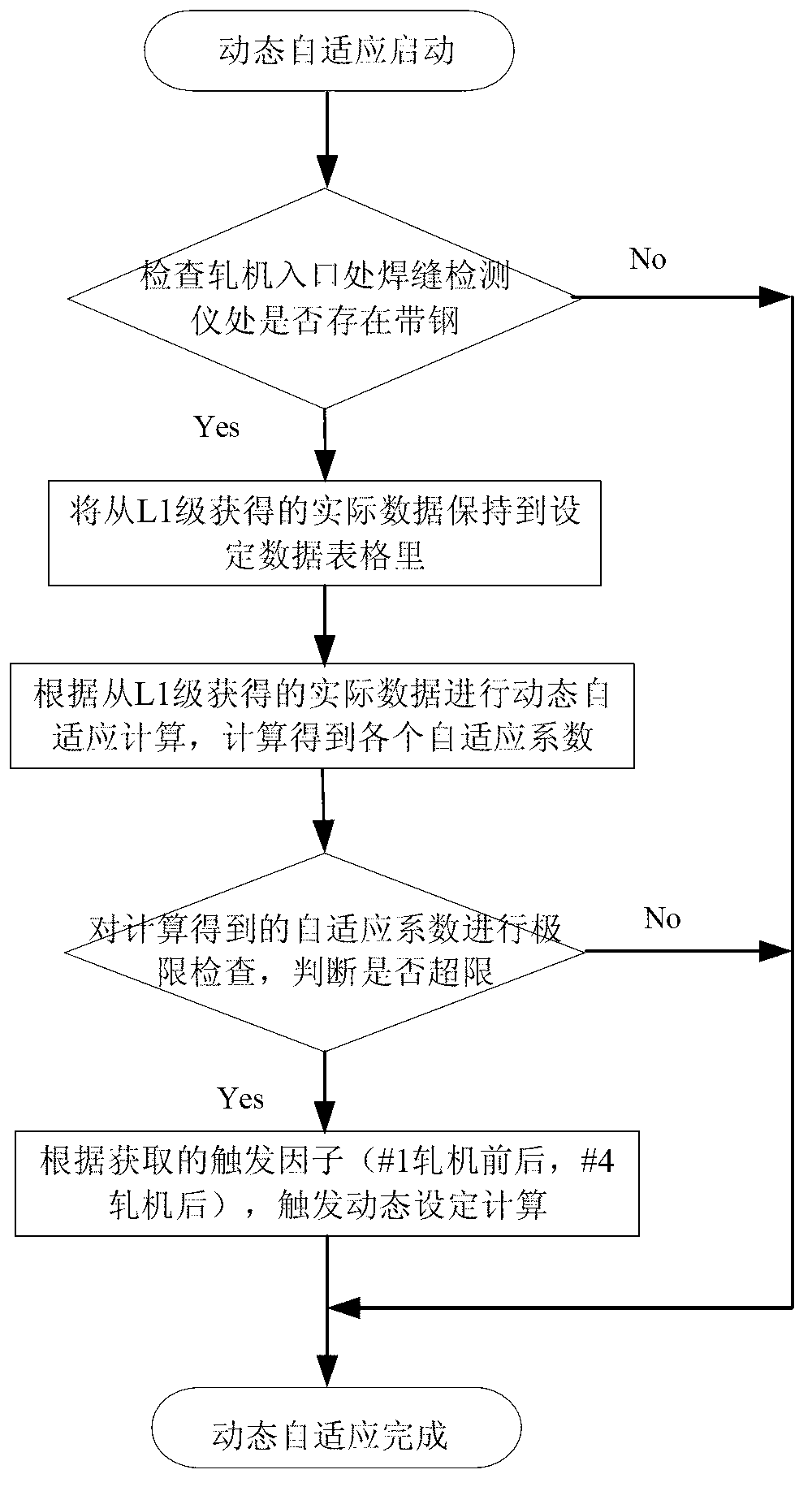
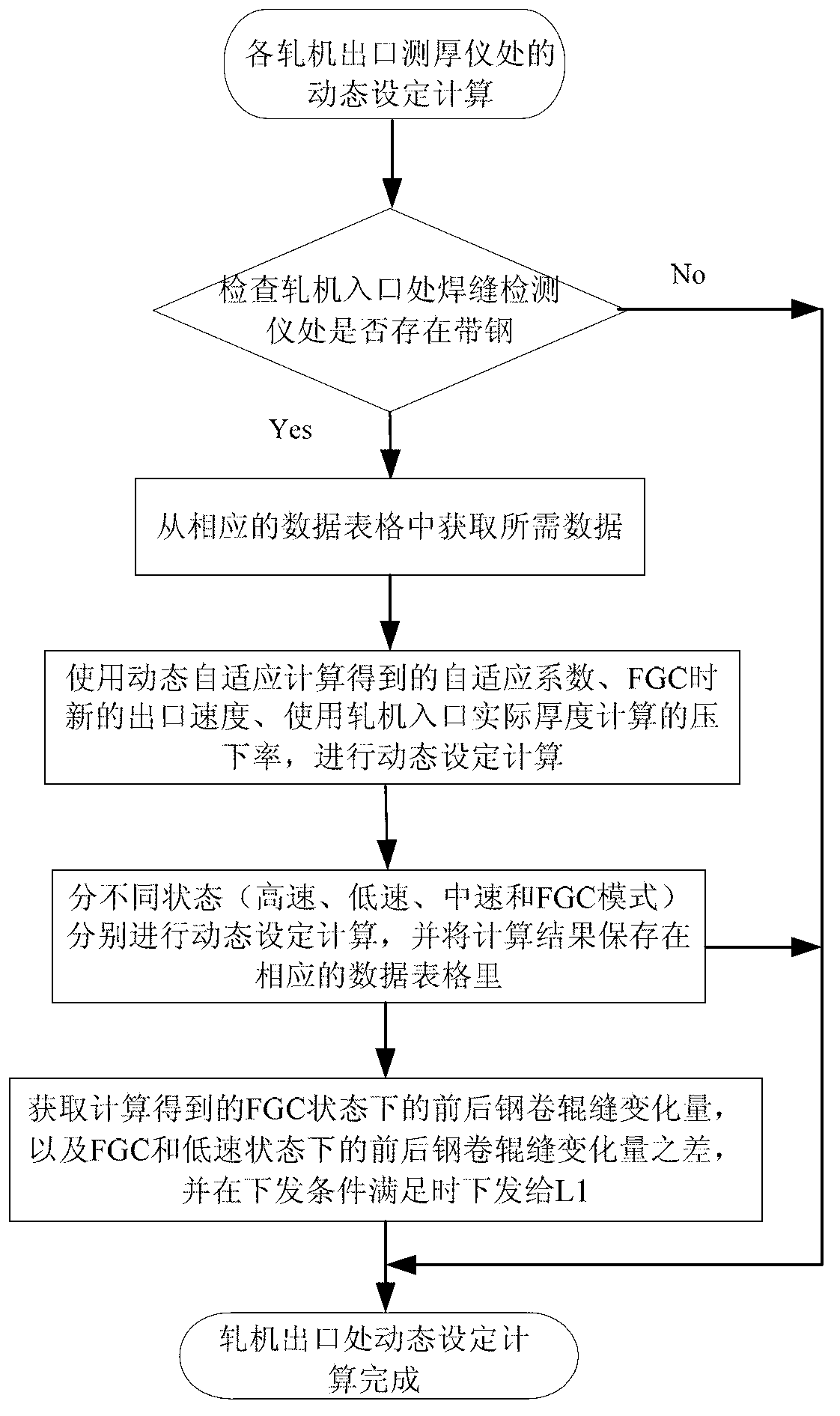
[0023] The dynamic roll gap compensation method is related to whether there are thickness gauges installed before and after the rolling mill of the cold rolling production line. Only when the weld meets the thickness gauge can dynamic compensation calculation be performed. This inventive method is applied to a cold-rolled silicon steel production line. The factory uses five-stand six-roll rolling, and a total of 4 thickness gauges are installed. Two thickness gauges are installed before and after #1 rolling mill, and #5 rolling mill is installed before and after. 2 thickness gauges.
[0024] Therefore, the dynamic roll gap compensation method is calculated at the entrance of #1 rolling mill, and at the exit of #1 rolling mill, #4 rolling mill exit and #5 rolling mill exit. The dynamic compensation calculation at the mill entry gauge is not th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More