

Power head structure of four-corner corner connecting machine
A corner forming machine and power head technology, applied in the direction of workpiece clamping devices, manufacturing tools, etc., can solve the problems of low efficiency, large size, and inability to transplant four-corner corners, etc., to improve accuracy and efficiency, and improve positioning accuracy Degree, beneficial effect Obvious effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention will be further explained below in conjunction with the accompanying drawings and specific embodiments.
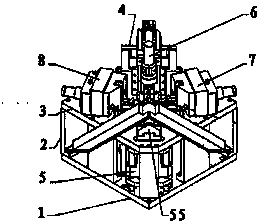
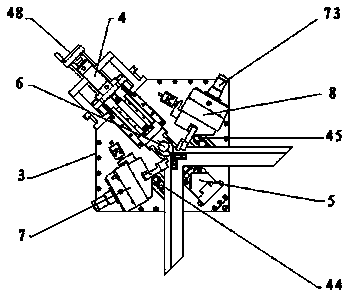
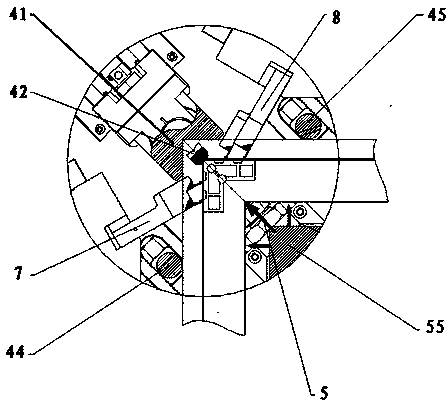
[0026] Such as Figure 1-5 As shown, a four-corner group corner motor head structure includes a corner head base plate 1, a corner head platen 3, a concave positioning and side positioning integrated mechanism 4, a convex positioning mechanism 5, and a vertical pressing mechanism 6. A contoured support plate 2 is installed vertically on the corner head base plate 1 described above, the corner head platen 3 is arranged on the contour support plate 2, and the concave positioning and side positioning integrated mechanism 4 is installed horizontally On the group corner head platform 3, the vertical pressing mechanism 6 is installed above the concave positioning and side positioning integration mechanism 4; the convex positioning mechanism 5 is vertically installed on the group corner head bottom plate 1.
[0027] The described concave positioning ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More