

Controlling method for lowering yield ratio of low-carbon cold heading steel
A low-carbon cold heading steel and control method technology, applied in the field of steel rolling, can solve the problems of high yield ratio of low carbon cold heading steel hot-rolled wire rods, reduce work hardening, reduce broken wire rate and wear of abrasive tools , The effect of yield ratio control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The invention is applied in the production of Φ6.5mm SWRCH22A wire rod with 160mm2 wire rod in Shougang, and obviously reduces the yield ratio of the hot-rolled wire rod.
[0020] 1. The temperature at the entrance of finish rolling is controlled at 925°C;
[0021] 2. Turn on the No. 1, 2, 3, 4 and 5 water cooling boxes after finishing rolling, and control the spinning temperature at 880°C;
[0022] 3. Open the 7~26# heat preservation cover, control the temperature of entering the cover at 720°C, and the temperature of leaving the cover at 565°C, the average cooling rate in the cover is controlled at 0.475°C / s, and the slow cooling and precipitation time is 326s.
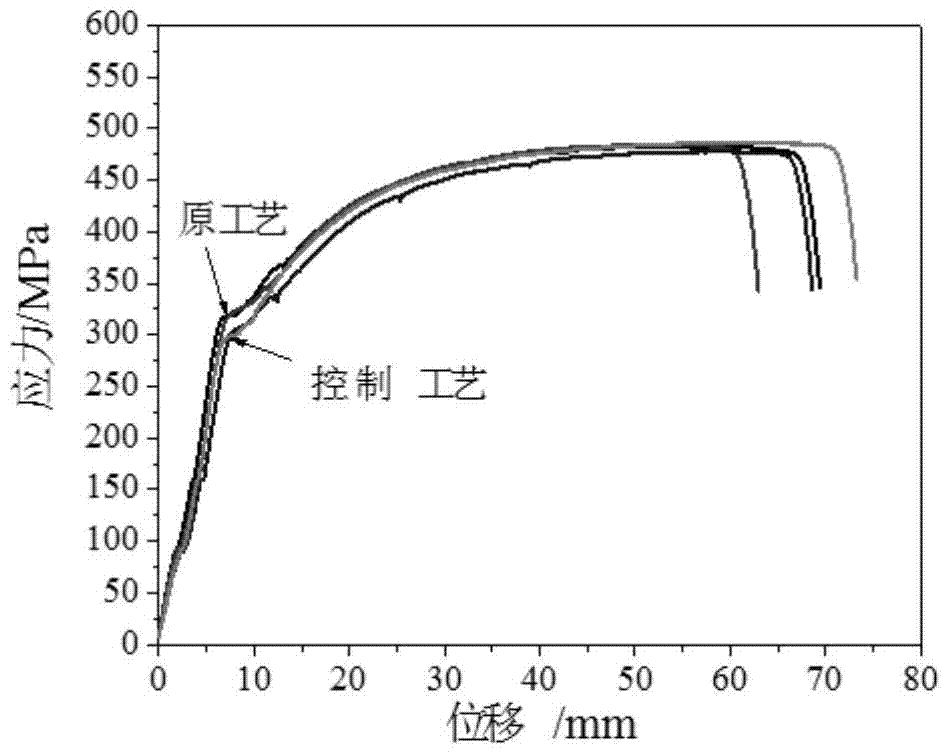
[0023] Table 1 shows the mechanical properties of ¢6.5mm low carbon cold heading steel SWRCH22A wire rod before and after control.
[0024]
[0025] As shown in Table 1, the tensile strength, yield strength and yield strength ratio of the low-carbon cold heading steel SWRCH22A in the embodiment before and...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More