

Hot continuous rolling mill finish rolling inlet variable speed control method
A technology of hot continuous rolling mill and control method, which is applied in the direction of rolling mill control device, metal rolling, metal rolling, etc., can solve unsolved problems, achieve the effect of reducing temperature control accuracy requirements, maximizing satisfaction, and improving temperature drop
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0054] In order to better understand the above technical solutions of the present invention, a further detailed description will be given below in conjunction with the drawings and embodiments.
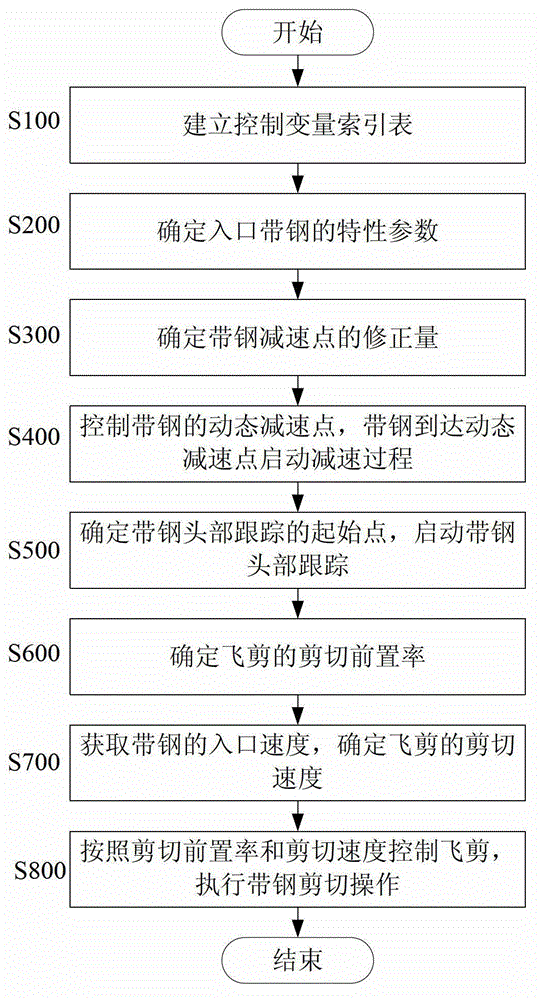
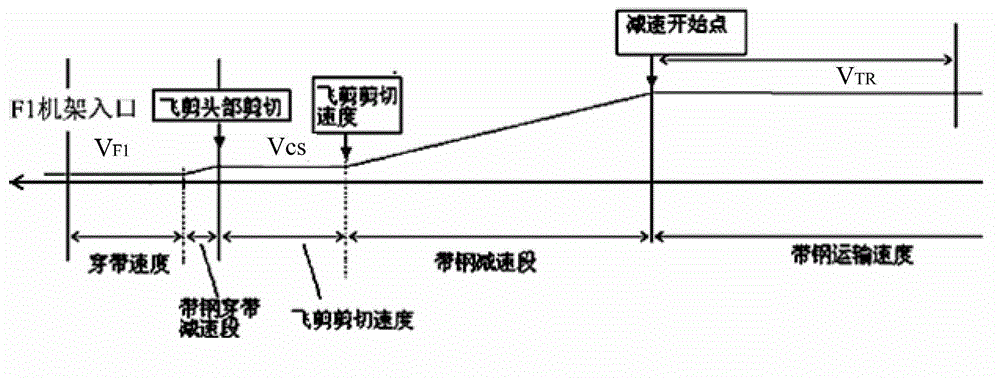
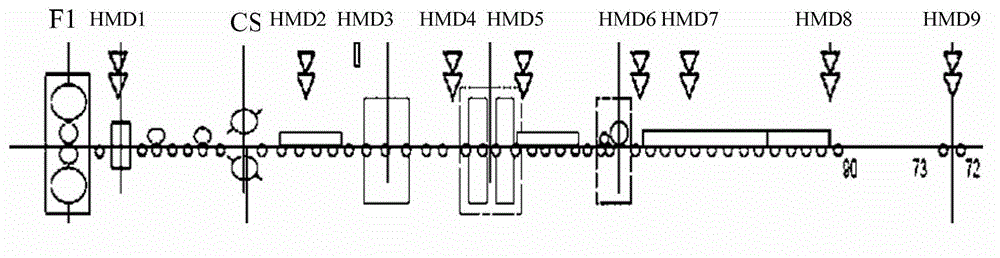
[0055] figure 1 It is a control flow diagram of an embodiment of the method for controlling the variable speed at the entrance of the hot rolling mill finish rolling of the present invention. The control method of the present invention is used in the flying shear shear speed control software of the continuous rolling mill during the hot rolling process. The described Flying shears are placed in front of the F1 stand at the entrance of the finishing rolling of the hot tandem rolling mill. The incoming strip passes through the deceleration point and enters the deceleration section, decelerates to the shearing speed of the flying sword, and is sent to the F1 stand after being cut by the flying shears. In the field of hot rolling, the definitions of steel grades by different manufacturer...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More