

Method for milling end surface of large-cross-section steel component
A processing method and large-section technology, applied in metal processing equipment, milling cutters, manufacturing tools, etc., can solve the problems of short cantilever, large end milling line error, poor accuracy, etc., to achieve a simple and clear method, reduce end milling Line error, the effect of improving accuracy and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described in detail below through the specific examples, the following examples are only descriptive, not restrictive, and cannot limit the protection scope of the present invention with this.
[0020] A method for end face milling of large cross-section steel components, characterized in that: the steps of the method are:
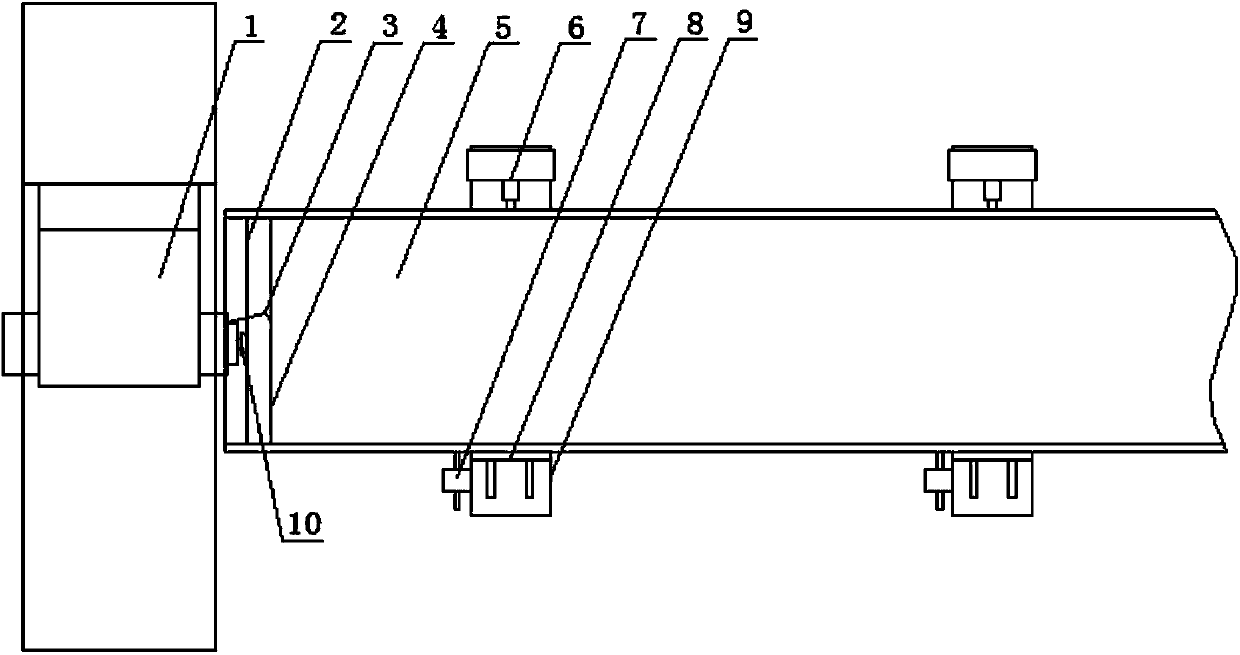
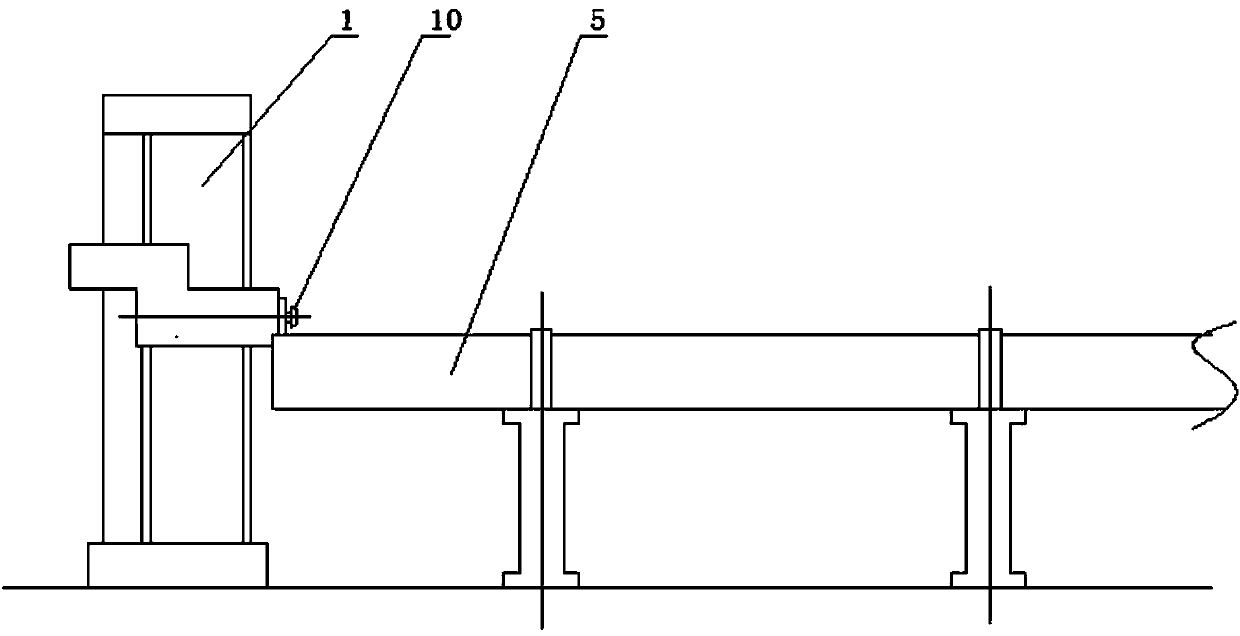
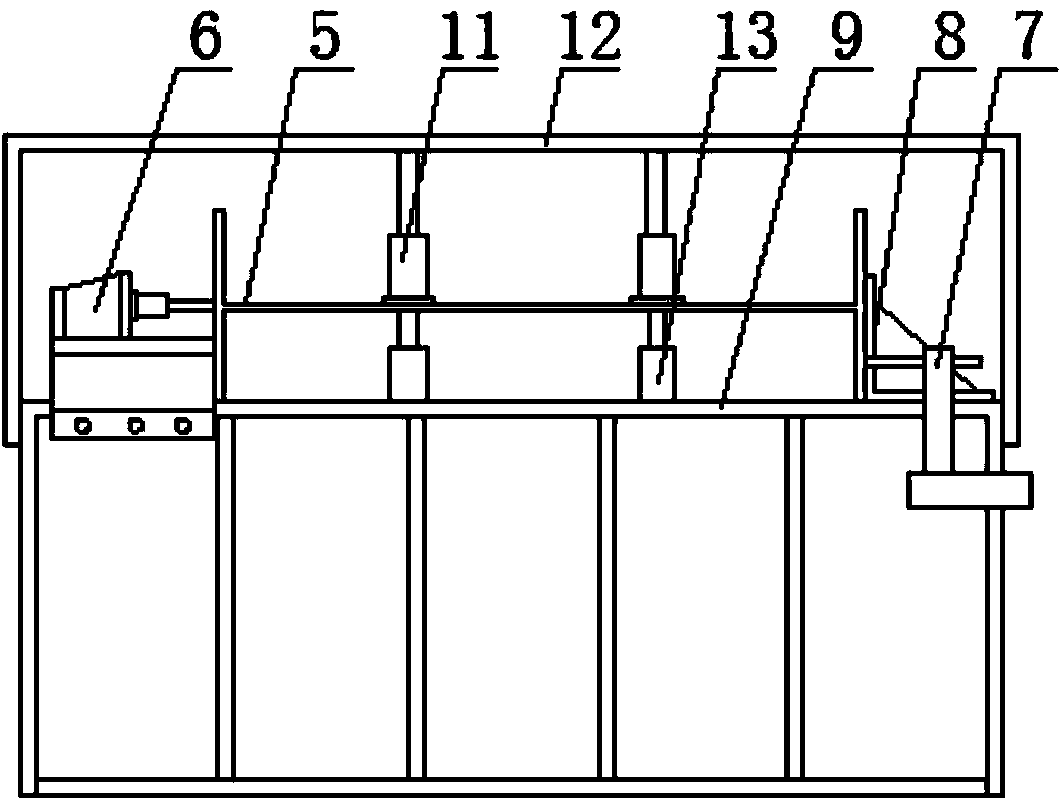
[0021] ⑴. First, correct the fabricated large-section steel member 5 to ensure that the dimensions of each member are within the allowable deviation range;
[0022] (2) Draw end milling line 2 and end milling observation line 4: use right-angle Pythagorean method to draw end milling line and end milling observation line on the wide surface of large cross-section steel members;
[0023] ⑶. Longitudinal and transverse initial adjustment of the placement position of large-section steel components: Hoist the large-section steel components on the support plane reference tire 9 of the clamping and fixing tooling. When...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More