

Welding wire special for high-strength steel penstock submerged-arc welding
A technology of submerged arc welding and high-strength pressure, applied in the direction of welding medium, welding equipment, welding equipment, etc., to achieve the effect of satisfactory welding process adaptability and easy promotion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] The special welding wire for high-strength pressure steel pipe submerged arc welding adopts a diameter of 4mm, and its composition: 0.11%C, 0.25%Si, 2.0%Mn, 3.0%Ni, 0.15%Cr, 0.6%Mo, 0.03%Al, 0.04%Nb, 0.04%V, 0.15% Ti, 0-0.005B, 0.0025% O, 0.004% N, 0.004% S, 0.008% P, and the rest is Fe.
[0020] Flux composition used in submerged arc welding: 10.0% CaO, 18.0% MgO, 30.0% CaF 2 ,4.0%Na 2 O, 2.0% K 2 O, 1.0% MnO, 0.4% FeO, 21% SiO 2 ,11.0%Al 2 o 3 , 1.0% TiO 2 ,0.03%ZrO 2 .
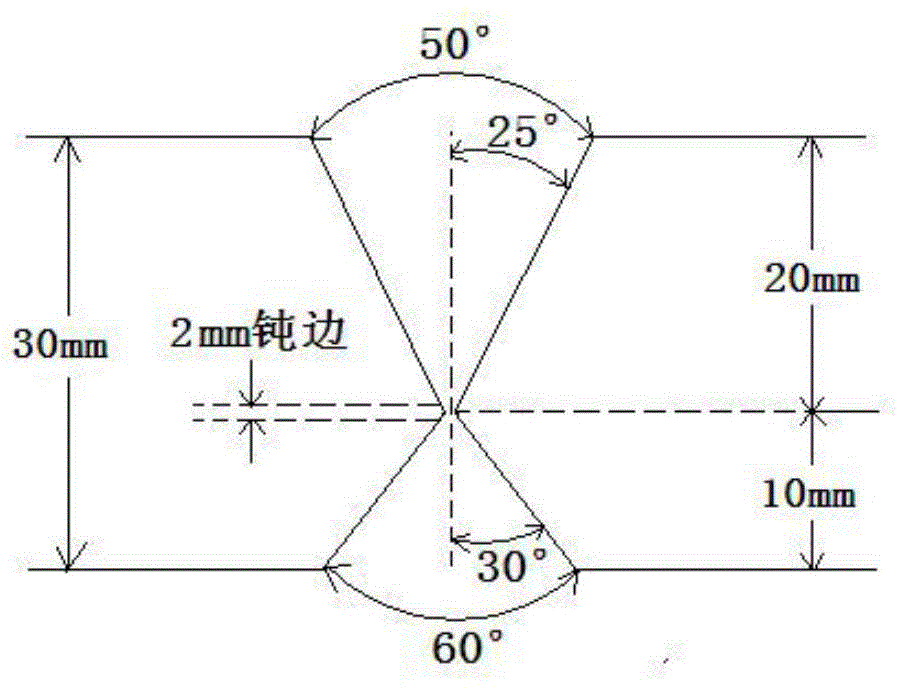
[0021] A 30mm thick Q890 steel plate is used, and the test plate is opened with an asymmetrical X-shaped groove. The groove is as follows: figure 1 As shown, the size of the steel plate is 600mm×200mm×30mm, leaving 2mm blunt edge and leaving no gap between the two plates.
[0022] The 30mm+30mm thick Q890 steel plate is preheated to 120°C before welding, and the interlayer temperature is controlled at 160-180°C. Before welding, the groove is polished with a grinder to see the light, and subm...
Embodiment 2
[0026] The special welding wire for high-strength pressure steel pipe submerged arc welding adopts a diameter of 4mm, and the welding wire composition: 0.11%C, 0.25%Si, 2.0%Mn, 3.0%Ni, 0.15%Cr, 0.6%Mo, 0.03%Al, 0.04%Nb, 0.04%V , 0.15% Ti, 0~0.005B, 0.0025% O, 0.004% N, 0.004% S, 0.008% P, and the rest is Fe.
[0027] Flux composition used in submerged arc welding: 10.0% CaO, 18.0% MgO, 30.0% CaF 2 ,4.0%Na 2 O, 2.0% K 2 O, 1.0% MnO, 0.4% FeO, 21% SiO 2 ,11.0%Al 2 o 3 ,1.0%TiO 2 ,0.03%ZrO 2 .
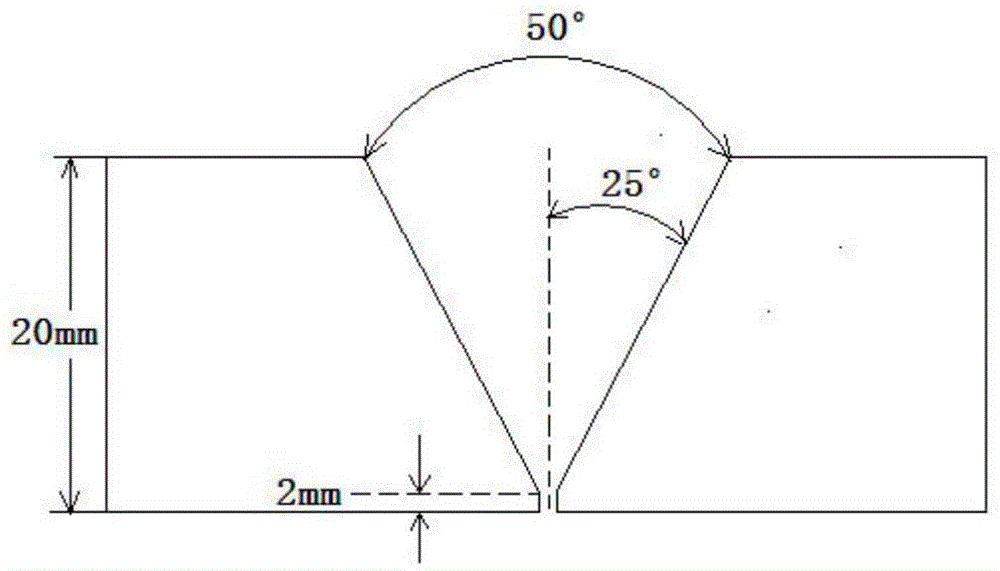
[0028] A 30mm thick Q890 steel plate is used, and the test plate is opened with a V-shaped groove. The groove is as follows: figure 2 As shown, the size of the steel plate is 600mm×200mm×20mm, leaving 2mm blunt edge and leaving no gap between the two plates.
[0029] The 20mm+20mm thick Q890 steel plate is preheated to 100°C before welding, and the interlayer temperature is controlled at 160-180°C. Before welding, the groove is polished with a grinder to see the light, and subme...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More