

Method for performing two-pass rolling on thickness variable strips
A technology of variable thickness rolling and strip rolling, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of high requirements, not easy to achieve, and high requirements for incoming material contour recognition accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
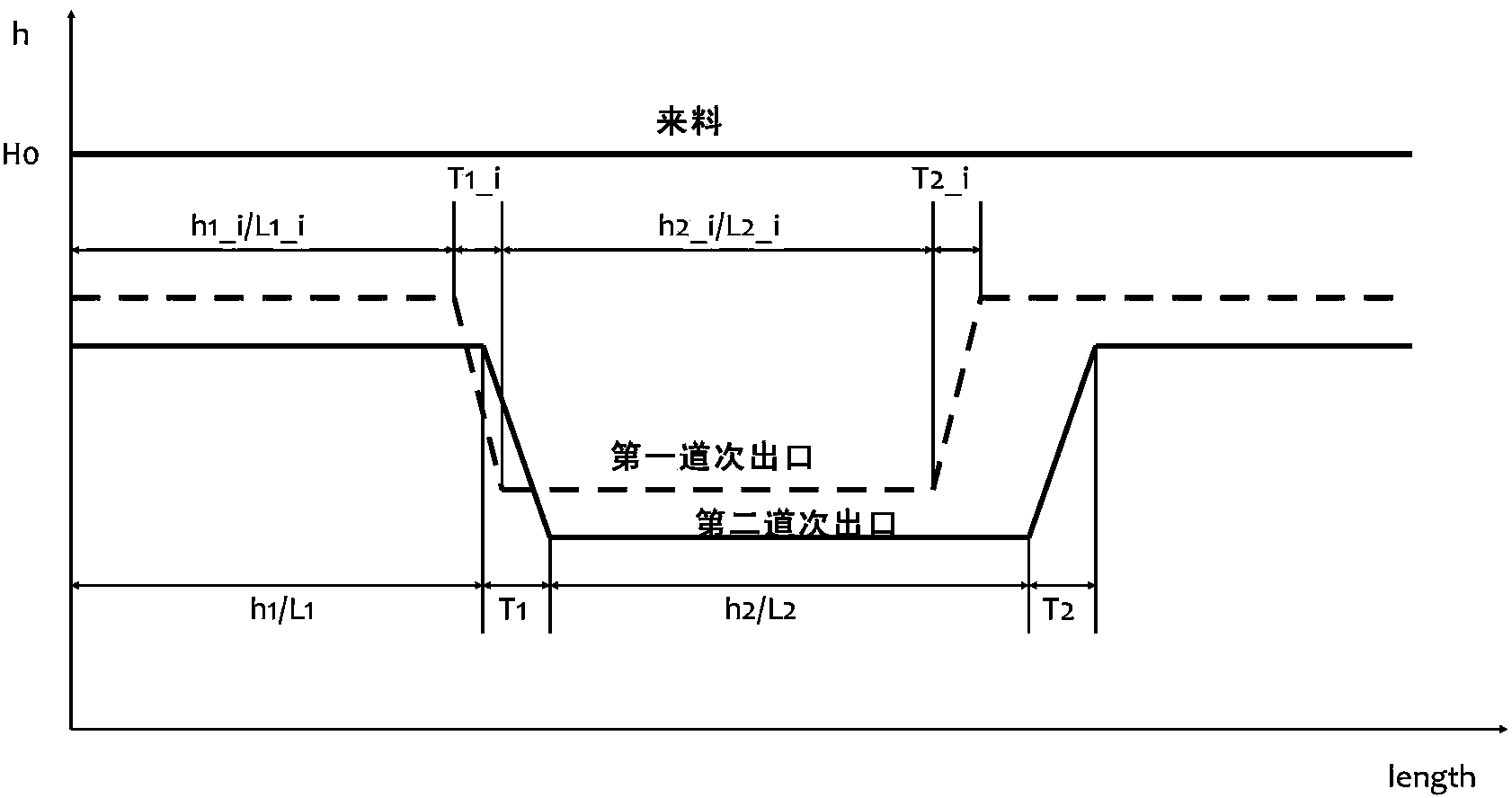
[0092] A certain sample requires a profile after rolling such as Figure 4 As shown, h1=2.0mm, L1=200mm, T1=100mm, h2=1.0mm, L2=700mm, the incoming strip thickness is 2.5mm, the width is 300mm, the diameter of the work roll is 160mm, and the rolling speed is kept at 150mm and s. The material of the incoming material is a certain type of steel, and its deformation resistance calculation formula is k s =k(ε+m) n , the deformation resistance parameters are k=30, m=0.01, n=0.1.
[0093] The model uses the Hill formula to calculate the rolling force:
[0094] P = b · k p · κ · D p R ′ · ( H - h ) × Z p
[0095] In the formula, P—is the r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More