

A kind of preparation technology of magnesium alloy foil strip
A preparation process and technology of magnesium alloys, applied in metal rolling and other directions, can solve the problems of difficult production technology and inability to form coils, and achieve the effects of improving deformation capacity, saving energy, and eliminating deformation stress.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
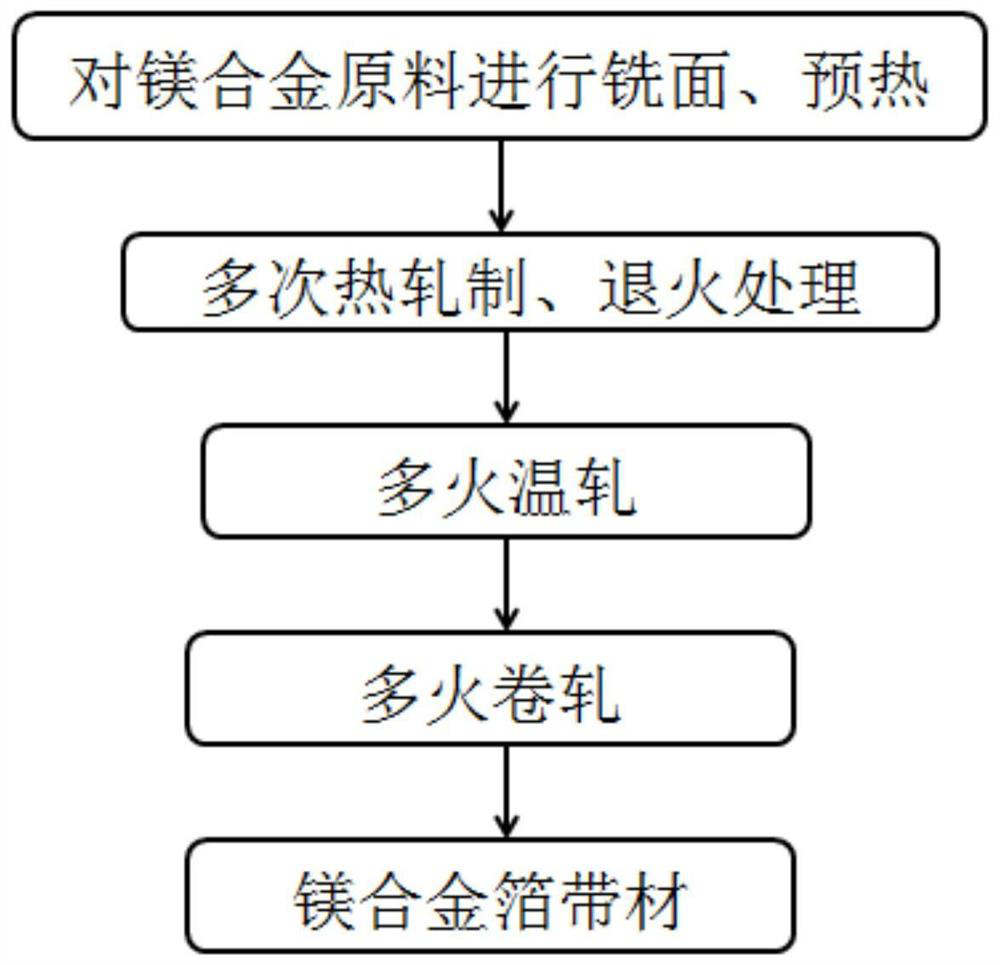
[0042] This embodiment provides a kind of magnesium alloy foil strip material preparation process, specifically as follows:
[0043] The milled 10*150*800mm (height, width, length) AZ31 ingot was preheated at 420°C for 12 hours, and then hot rolling was started, and the ingot was rolled by 5 passes of hot rolling. To about 2.5mm thick, the hot rolling reductions of each pass are 20%, 25%, 25%, 30% and 20%, respectively. 10m / min; the total reduction of 5 passes of hot rolling reaches 75% (total reduction=100%-magnesium plate thickness / ingot height);
[0044] The 2.5mm thick magnesium plate is warm rolled after being annealed at 420°C for 1.5h. The roll temperature is kept at 180±10°C. After 4 fires of warm rolling, a 0.3mm thick plate is obtained. The reduction of each fire warm rolling 40%, 40%, 45% and 40% respectively, and each hot rolling includes annealing at 420°C for 2 hours; each hot rolling includes: 2, 3, 4, 3 passes of warm rolling, The rolling speed was 8m / min.
...
Embodiment 2
[0047] This embodiment provides a kind of magnesium alloy foil strip material preparation process, specifically as follows:
[0048] Preheat the AZ31 ingot of 15*200*600mm (height, width, length) after milling at 400°C for 20 hours, then start hot rolling to open the billet, and roll the billet through 6 passes of hot rolling. To a thickness of about 2.5mm, the hot rolling reductions for each pass are 20%, 25%, 25%, 25%, 30% and 20%, respectively. The rolling speed is 8m / min; the total reduction of 6-pass hot rolling reaches 83%;
[0049] The 2.5mm thick magnesium plate is warm rolled after being annealed at 480°C for 1.0h. The roll temperature is kept at 250±10°C. After 3 warm rollings, a 0.3mm thick plate is obtained. The reduction of each warm rolling They are 40%, 50% and 60% respectively. Each hot rolling includes annealing at 450°C for 1 hour; / min.
[0050] The plate rolled to a thickness of 0.3mm is crimped, and the coil is held at 400°C for 3.0h and annealed for 4 ...
Embodiment 3
[0052] This embodiment provides a kind of magnesium alloy foil strip material preparation process, specifically as follows:
[0053] The milled 150*250*600mm (height, width, length) AZ31 ingot is preheated at 480°C for 8 hours, and then hot rolling is started, and the ingot is rolled by 7 passes of hot rolling. To a thickness of about 3.0mm, the hot rolling reductions of each pass are 20%, 25%, 25%, 25%, 25%, 20% and 25%, and the temperature is kept at 480°C after each pass. 0.2h, the rolling speed is 15m / min; the total reduction of the 7-pass hot rolling reaches 98%;
[0054] The 3.0mm thick magnesium plate is warm rolled after being annealed at 400°C for 3.0h. The roll temperature is kept at 100±10°C. After 4 warm rollings, a 0.3mm thick plate is obtained. The reduction of each warm rolling 33%, 40%, 50% and 50% respectively. After each hot rolling, heat preservation at 380°C for 3 hours for annealing treatment; each hot rolling includes: 3, 4, 7, 8 passes of warm rolling, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More