

Method for preventing great under-pressure distribution change in steel rolling process
A large, rolling-schedule technology, applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., can solve problems such as product shape and quality problems, avoid drastic changes, realize re-correction, and avoid performance inconsistencies Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
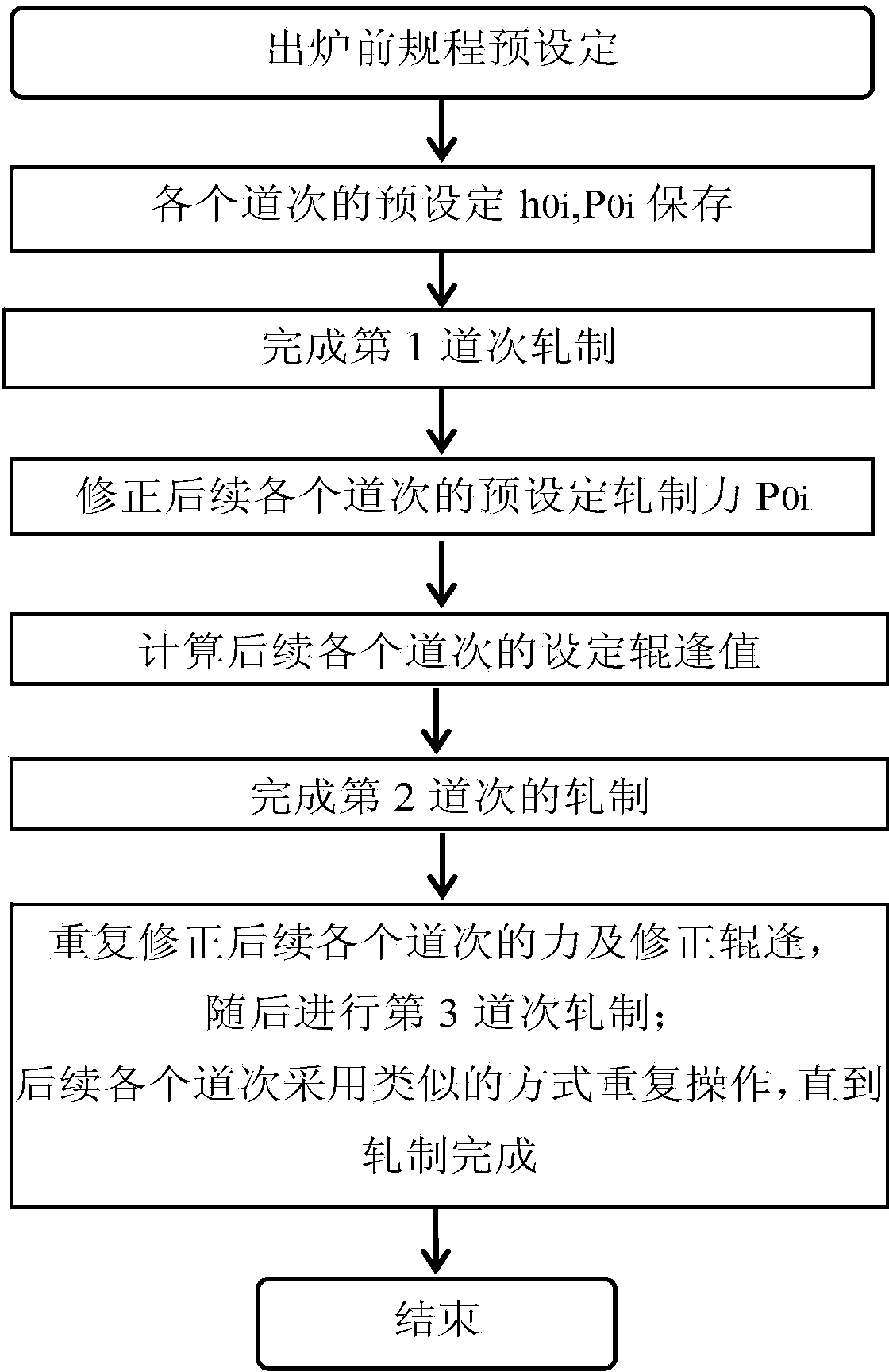
[0020] This embodiment is a method to avoid large changes in the distribution of the rolling process, the process is as follows figure 1 shown, proceed as follows:
[0021] (1) The operator uses the on-site secondary system to pre-calculate the rolling schedule, and records the calculated exit thickness h0i (i=1...n) and rolling force P0i (i=1...n) of each pass in the background (at this time For pre-calculation, it can be understood as pre-calculation of rolling force).
[0022] (2) After the steel is bitten in the first pass of rolling, according to the ratio γ1 of the actual rolling force P1 and the predicted rolling force P01 of the first pass, the rolling force P0i (i=2...n) of each subsequent pass is corrected.
[0023] γ1=P1 / P01; (after the first rolling pass); (1)
[0024] P0i=P0i*γ1(i=2...n) (2)
[0025] (3) According to the steel plate outlet thickness h0i (i=2...n) of the i-th pass preset in step (1) and the pre-calculated rolling force P0i (i=2...n) after step (...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More