

A method for preparing a large curvature aluminum alloy integral wall panel member
A technology of integral wall plate and aluminum alloy, applied in the field of aluminum alloy sheet, can solve the problem of difficult to know components, and achieve the effect of restraining the width of the belt, improving the strength of the product and high forming accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029]The present invention will be further explained by specific examples below, but the scope of the present invention is not limited thereto.
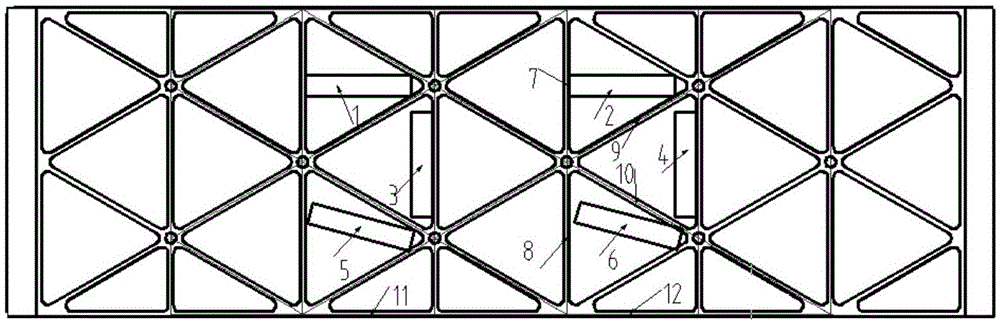
[0030] This example provides an aluminum alloy panel (2219 aluminum alloy) that can be used to prepare large-curvature aluminum alloy integral panel components. Its composition is shown in Table 1. The total size of the panel is 935mm×288mm. The specific structure is as follows figure 1 Triangular mesh panels shown. figure 1 The 6 small rectangles in the figure represent six test samples 1 to 6 for mechanical performance testing, of which 7 to 12 are test samples of reinforcing ribs at different positions.
[0031] In this embodiment, the target curvature radius of the component is 1620±5 mm, and the curvature radius of the inner concave surface 221 of the forming mold used is 1405 mm.
[0032] Table 1
[0033]
[0034] In step A, the solid solution temperature is 490-550°C, and the solid solution time is 40min-1h; and within 1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More