

A kind of PVD method for preparing thread anti-locking coating
An anti-locking and threading technology, which is applied in coating, metal material coating process, ion implantation plating, etc., can solve the problem of increasing the complexity of thread installation process, titanium alloy titanium alloy is difficult to electroplate, and lubricating paste is easy to fall off and fail, etc. problems, achieve good chemical stability, improve screw fastening force, and good chemical stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
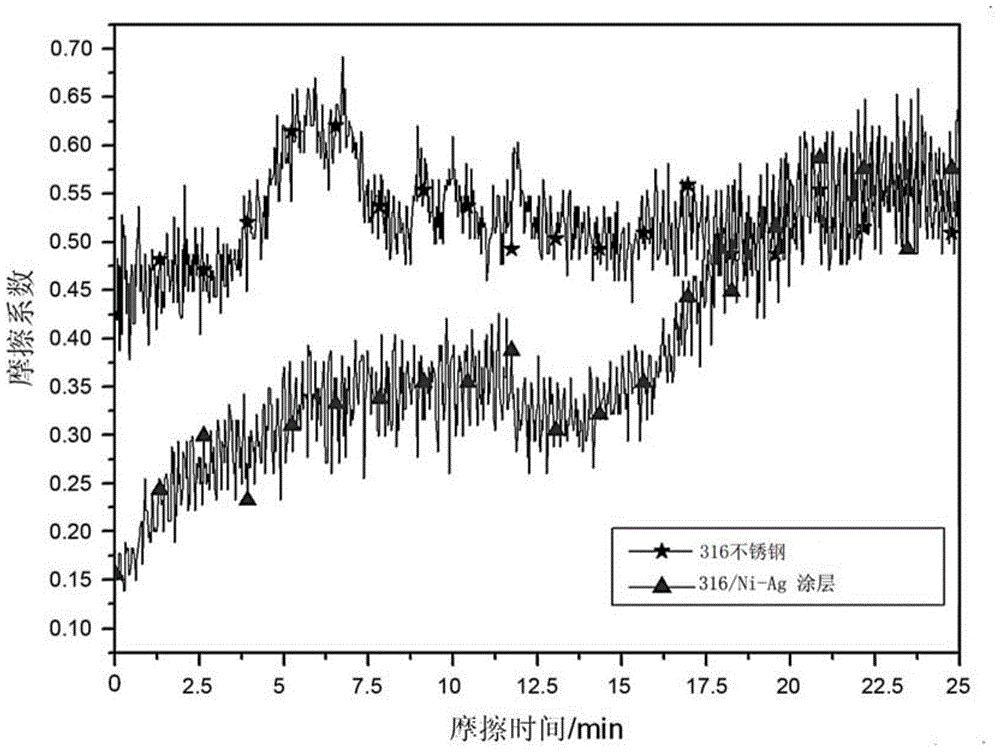
[0026] The metal thread used in this embodiment is a 316 stainless steel thread, and the preparation method of the thread anti-lock coating is as follows:
[0027] Step 1. Polishing the surface of the metal thread by vibration polishing to remove the burrs on the surface of the metal thread, then using acetone ultrasonic cleaning to remove the oil stain on the surface of the polished metal thread, and then using alcohol ultrasonic dehydration treatment; the vibration polishing The abrasive used is white corundum particles with a particle size of 2 mm to 3 mm, and the time for vibration and polishing is 20 minutes;
[0028] Step 2. Perform sandblasting roughening treatment on the surface of the metal thread after dehydration treatment in step 1. The sand grains used in the sandblasting roughening treatment are 200-300 mesh steel balls, the sandblasting pressure is 0.5MPa, and the sandblasting time is 200s ;
[0029] Step 3. Place the metal thread after sandblasting and roughen...
Embodiment 2
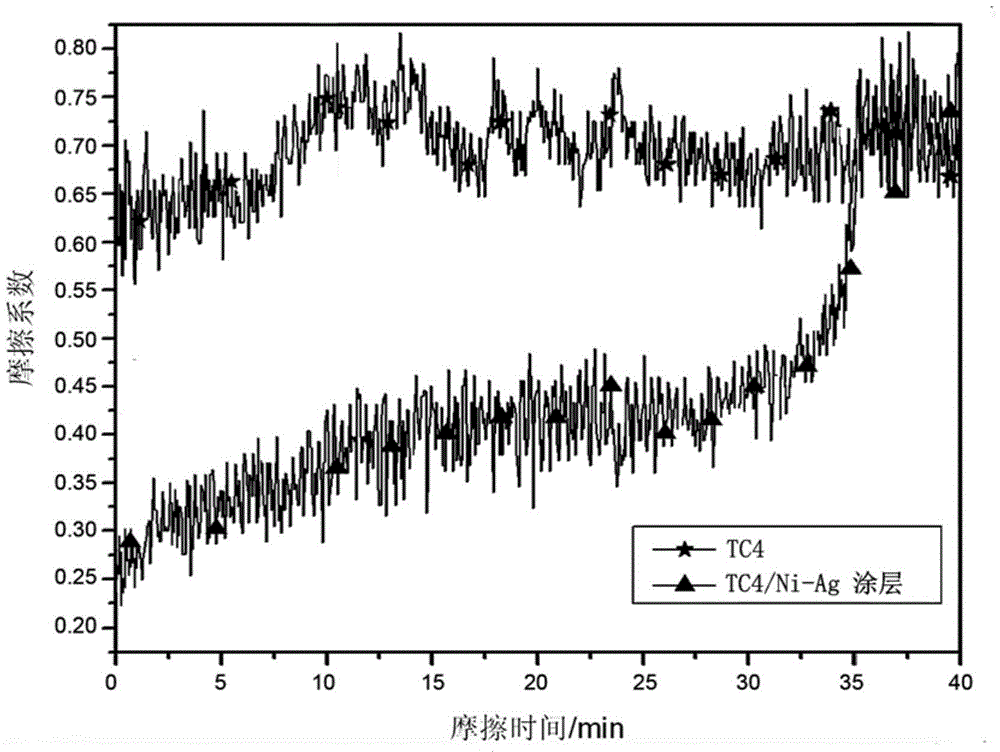
[0035] The metal thread used in this embodiment is a TC4 titanium alloy thread, and the preparation method of the thread anti-lock coating is as follows:
[0036] Step 1. Polish the surface of the metal thread by vibrating light decoration to remove the burrs on the surface of the metal thread, then use an industrial cleaning agent solution to remove the oil on the surface of the polished metal thread, and rinse the surface of the metal thread after removing the oil. Hot air drying and dehydration after the cleaning agent; the abrasive used in the vibratory finishing is white corundum particles with a particle size of 1 mm to 5 mm, and the time for vibrating finishing is 15 minutes;
[0037] Step 2. Carry out sandblasting roughening treatment to the metal thread surface after dehydration treatment in step 1. The sand grains used in the sandblasting roughening treatment are 200 mesh to 300 mesh glass beads, the sandblasting pressure is 0.15MPa, and the sandblasting time is 20s;...
Embodiment 3
[0044] The metal thread used in this embodiment is a TA1 pure titanium thread, and the preparation method of the thread anti-lock coating is as follows:
[0045] Step 1. Polishing the surface of the metal thread by vibration polishing to remove the burrs on the surface of the metal thread, then using acetone ultrasonic cleaning to remove the oil stain on the surface of the polished metal thread, and then using alcohol ultrasonic dehydration treatment; the vibration polishing The abrasive used is white corundum particles with a particle size of 1 mm to 3 mm, and the time for vibration and polishing is 10 minutes;
[0046] Step 2. Carry out sandblasting roughening treatment to the metal thread surface after the dehydration treatment in step 1. The sand grains used in the sandblasting roughening treatment are 200 mesh to 300 mesh glass beads, the sandblasting pressure is 0.3MPa, and the sandblasting time is 10s;
[0047] Step 3. Place the metal thread after sandblasting and roug...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More