

Method for automatically improving per-second flow balance of strip steel in hot continuous rolling strip threading process
A technology of hot continuous rolling and second flow rate, which is applied in the direction of mass flow control device, metal rolling, metal rolling, etc., and can solve problems such as false intervention, edge loss, quality loss blockage, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
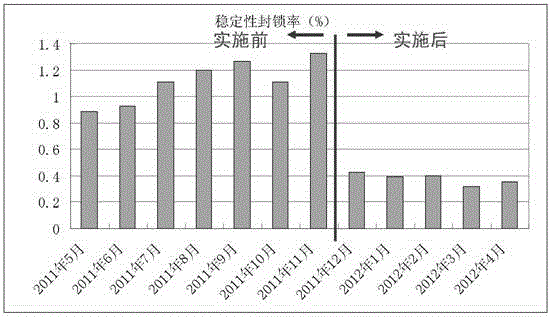
[0085] The patent of the invention has been implemented in the finishing mill of the 1580 hot rolling production line of Baosteel Branch Company, and can be used for reference in similar hot rolling production lines.
[0086] First of all, according to the method for automatically improving the second flow balance of the strip in the hot continuous rolling strip threading process of the present invention, instead of the previous V roll=V steel / f, set
[0087] In the hot strip threading process, set
[0088] Vi roll = Vi roll q *ΔVi,
[0089] Among them, Vi roll and Vi roll q respectively represent the roll speed of the current block of steel and the previous block of steel in the i-stand of the hot continuous rolling finishing mill,
[0090] ΔVi is the drop rate of the i finishing stand,
[0091] Δv i =△v tmpi ·K1+△v opei ·K2+△v gapi · K3 (Formula 10)
[0092] Among them, Δ□tmpi is the drop rate calculated based on the looper angle,
[0093] Δ opei is the rate of decr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More