

Short Stroke Control Method for Front Vertical Roller of Finishing Mill in Hot Continuous Rolling Line
A technology of short-stroke control and finishing mill, which is applied in the direction of rolling force/roll gap control, etc. It can solve problems such as rolling waste accidents, damage equipment, and steel clamping at the vertical roll of finishing rolling, so as to reduce rolling waste and adjustment time Shorten and avoid the effect of vertical roller clamping steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
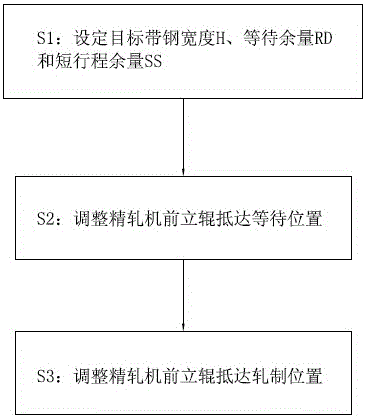
[0037] S1: Set target strip width H, waiting margin RD and short stroke margin SS;
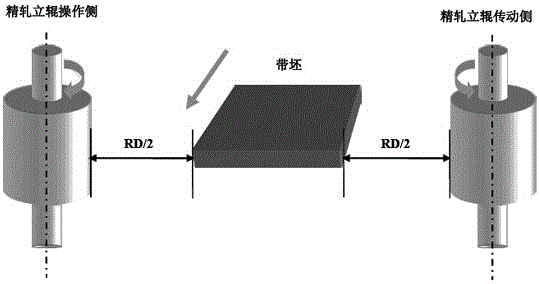
[0038] S2: Adjust the front vertical roller of the finishing mill to reach the waiting position. The specific process is: use the sensor to measure the distance in real time, and the two front vertical rollers of the finishing mill will move synchronously, and adjust the distance between any one of the front vertical rollers of the finishing mill and the target strip. is RD / 2, such as image 3 shown;
[0039] S3: Adjust the front vertical rolls of the finishing mill to reach the rolling position. The specific realization process is: two front vertical rolls of the finishing mill move inward synchronously (RD-SS) / 2.
[0040] The advantage of this method is that the distance between the waiting positions is relatively large, the accuracy of distance measurement is relatively low, and it is relatively easy to adjust.
Embodiment 2
[0042] S1: Set target strip width H, waiting margin RD and short stroke margin SS;
[0043] S2: Adjust the front vertical roll of the finishing mill to reach the waiting position. The specific realization process is: adjust the distance between the two front vertical rolls of the finishing mill to be H+RD;
[0044] S3: Adjust the front vertical roll of the finishing mill to reach the rolling position. The specific implementation process is to use the sensor to measure the distance in real time, and the two front vertical rolls of the finishing mill will move synchronously. The distance is SS / 2, such as Figure 4 shown.
[0045] The advantage of this method is that it can effectively shorten the waiting time, and at the same time, the smaller the distance, the smaller the adjustment range and the shorter the adjustment time.
[0046] According to the above steps, in the case of rolling special steel grades and other production abnormalities, the operator can flexibly change a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More