

Continuous casting start casting operation method for square billets
An operation method, the technology of billet continuous casting, applied in the field of continuous casting operation, can solve the problems of excessive billet shell length, large billet drawing resistance, etc., and achieve the effects of reducing billet drawing resistance, preventing bonding, and shortening the time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The specific embodiment of the present invention is described below in conjunction with accompanying drawing:
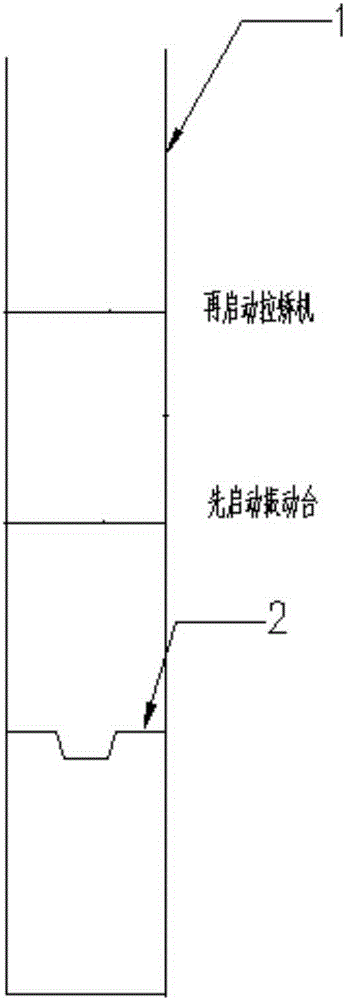
[0015] Such as figure 1 As shown, in this specific embodiment, the billet section is 150×150, and the mold length is 900mm. A method for continuous casting and pouring of billet, the method includes the following steps:
[0016] Step 1: Insert the dummy head 2 into the crystallizer 1 at a position of 250mm, and start pouring the tundish.
[0017] Step 2: When the tundish is poured, open the stopper rod for 15 seconds and then start the vibrating table. At this time, the molten steel in the mold 1 rises to about 450mm in the mold 1, such as figure 1 In the position shown in , the primary shell in the crystallizer 1 is forced to demould.
[0018] Step 3: Start the tension leveler 5 seconds after the vibrating table starts, and set the starting speed to 0.2m / min. At this time, the molten steel in mold 1 rises to about 600mm in mold 1, such as figure 1 In the p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More