

FeNi invar alloy with good welding property
A welding performance and alloy technology, which is applied in the field of low-expansion invar alloys resistant to welding thermal cracks, can solve problems such as liquid film cracking, unimproved alloy component supercooling, and thermal cracks, so as to increase component supercooling and avoid Welding thermal cracking, the effect of avoiding thermal cracking
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
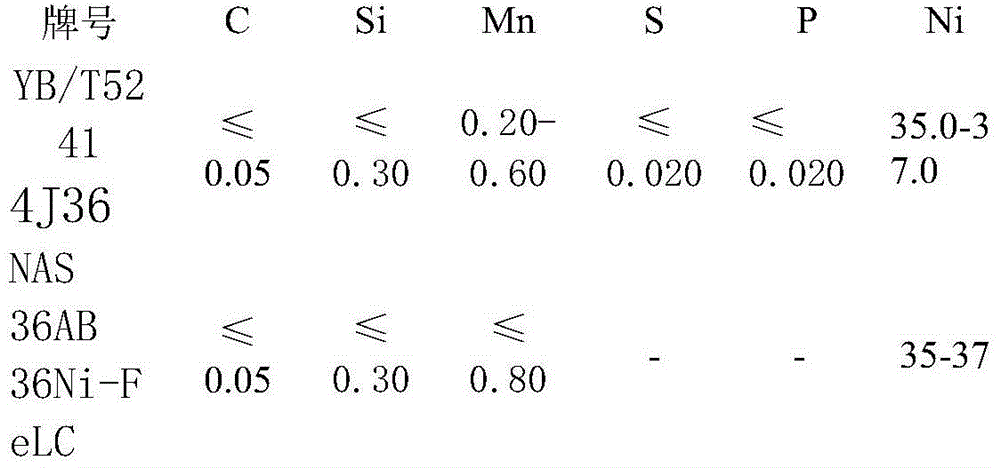
[0037] 1. Ingredients are prepared according to the element content in Table 3, smelted in a vacuum induction furnace, the refining temperature is 1560-1620°C, and cast into steel ingots, specifically C: 0.041%, Si: 0.18%, Mn: 0.39%, P: ≤ 0.004 %, S: ≤0.001%, Ca: 0.001%, Ni: 35.83%, Co: 0.02%, the balance is iron and unavoidable impurities;
[0038] 2. After the steel ingot is forged at 1100-1250°C, it is hot-rolled at 1050-1200°C, then cold-rolled, and the cold-rolling reduction rate is controlled at 40-95%, and finally at 800-1200°C Annealed to obtain alloy products.
[0039] The various performances of the alloy product obtained in this embodiment are shown in Table 4, and each performance index is very good.
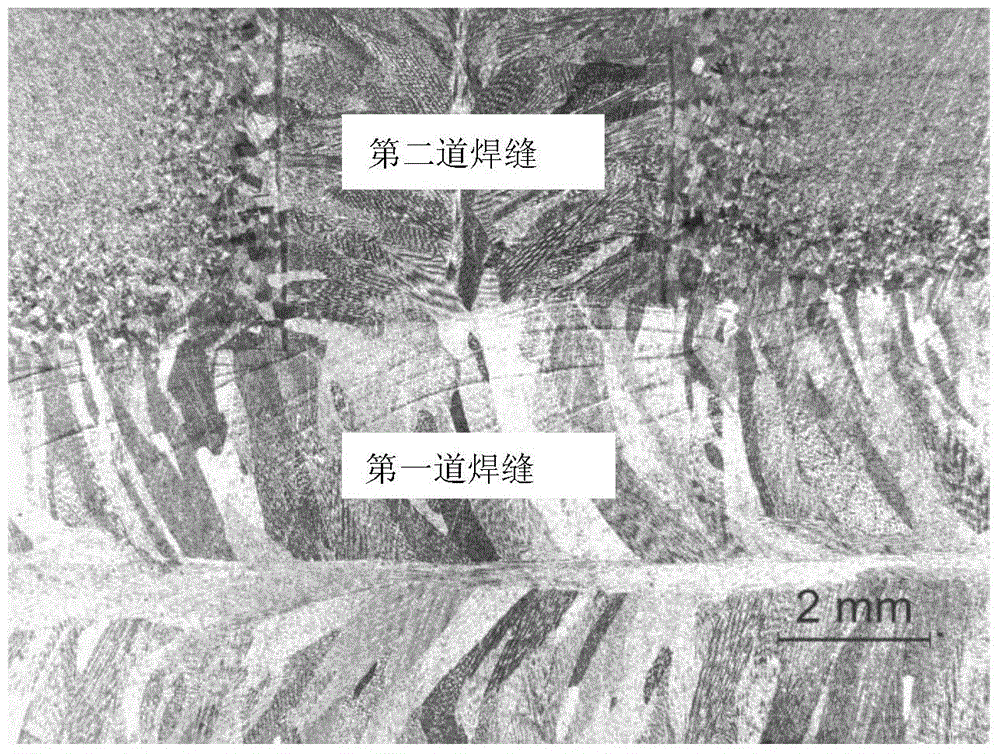
[0040] The weld seam crack evaluation of the alloy product that present embodiment obtains is carried out by following method:
[0041] Sample size: 1.5×50×200 cold-rolled thin plate, first weld a weld seam horizontally in the middle part of the sample, the weld se...
Embodiment 2
[0044] 1. Ingredients are prepared according to the element content in Table 3, smelted in a vacuum induction furnace, the refining temperature is 1560-1620°C, and cast into steel ingots, specifically C: 0.050%, Si: 0.17%, Mn: 0.39%, P: ≤0.004 %, S: ≤0.001%, Ca: 0.005%, Ni: 35.81%, Co: 0.03%, the balance is iron and unavoidable impurities;
[0045] 2. After the steel ingot is forged at 1100-1250°C, it is hot-rolled at 1050-1200°C, then cold-rolled, and the cold-rolling reduction rate is controlled at 40-95%, and finally at 800-1200°C Annealed to obtain alloy products.
Embodiment 3
[0047] 1. Ingredients are prepared according to the element content in Table 3, smelted in a vacuum induction furnace, the refining temperature is 1560-1620°C, and cast into steel ingots, specifically C: 0.050%, Si: 0.17%, Mn: 0.37%, P: ≤0.004 %, S: ≤0.001%, Ca: 0.002%, Ni: 36.42%, Co: 0.01%, the balance is iron and unavoidable impurities;
[0048] 2. After the steel ingot is forged at 1100-1250°C, it is hot-rolled at 1050-1200°C, then cold-rolled, and the cold-rolling reduction rate is controlled at 40-95%, and finally at 800-1200°C Annealed to obtain alloy products.
[0049] The various performances of the alloy product obtained in this embodiment are shown in Table 4, and each performance index is very good.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More