Process for filling resin in blind groove of printed circuit board (PCB)
A PCB board and blind groove technology, applied in the field of PCB blind groove plug resin technology, can solve the problems of unsatisfactory groove plug, production troubles, unclean grinding board, etc., and achieve the effect of improving quality and improving appearance quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
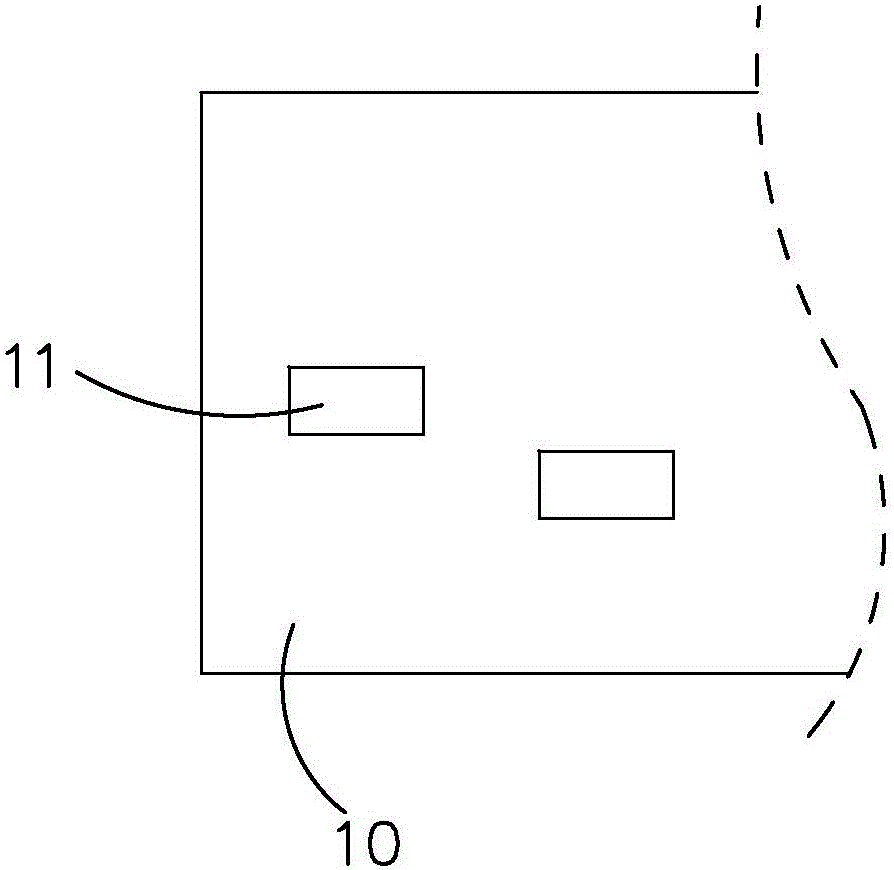
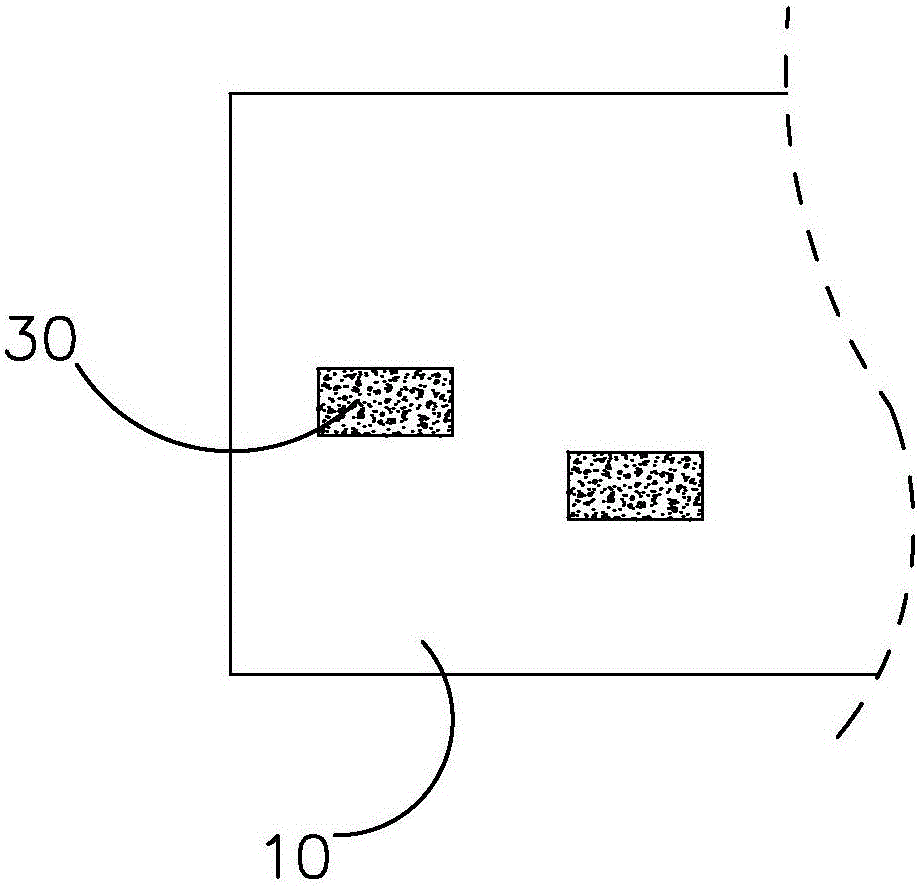
[0026] Such as Figure 1 to Figure 3 As shown, the present invention provides a PCB blind groove plugging resin process, which is used to fill the blind groove 11 of the PCB board 10 with resin ink 30. The following is the first embodiment of the present invention. The entire process of filling the blind groove 11 with resin ink 30 includes The following steps:
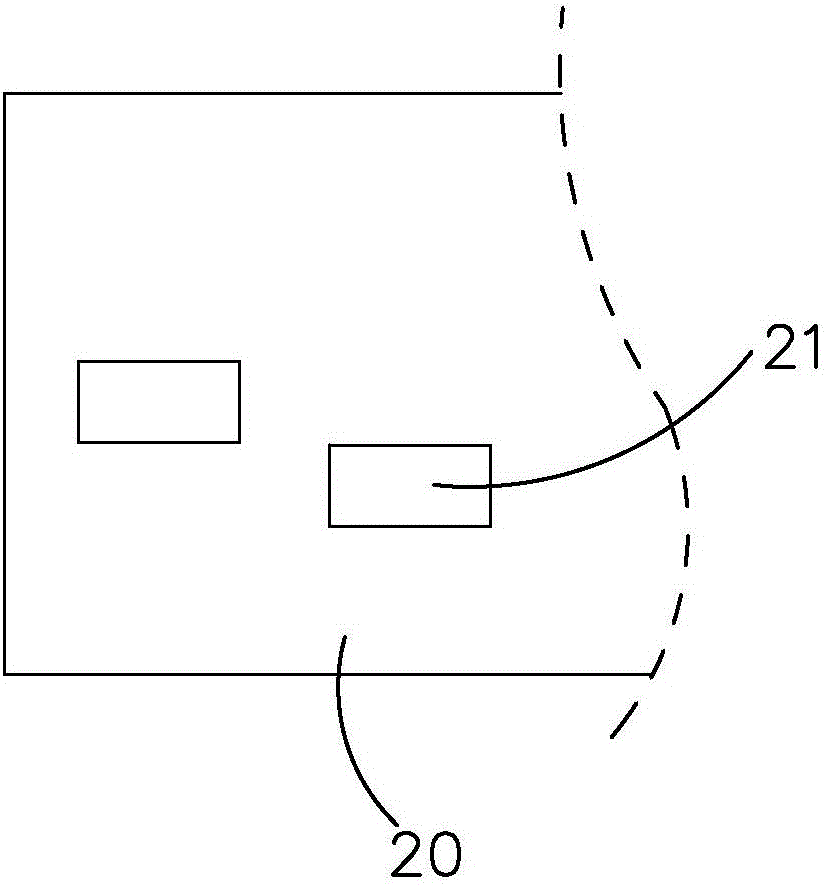
[0027] (1) Install the net, make a stencil 20 made of 0.15-0.20mm thick aluminum sheet and install it on the screen printing equipment. The stencil 20 is provided with an empty blind groove area oil drop hole 21, and the blind groove area falls The diameter of the oil hole 21 is larger than that of the blind groove 11 and forms a difference with it, specifically, the difference is 10-16mil;
[0028] (2), install backing plate, provide support platform for PCB board 10;
[0029] (3), the upper board, the PCB board 10 is placed on the backing board, and the opening part of the blind groove 11 of the PCB board 10 faces ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More