

A method for adjusting the secondary cooling roll gap in continuous casting of shaped billets
A special-shaped billet continuous casting and adjustment method technology, applied in the field of material forming and control, can solve the problems of large cooling difference, complex, irregular solidification shrinkage, etc., and achieve the effect of ensuring accuracy and accurate calculation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0062] The present invention will be described in further detail below in conjunction with specific embodiments.
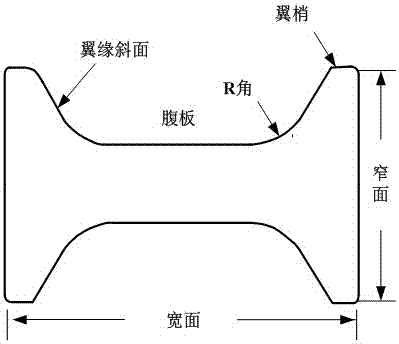
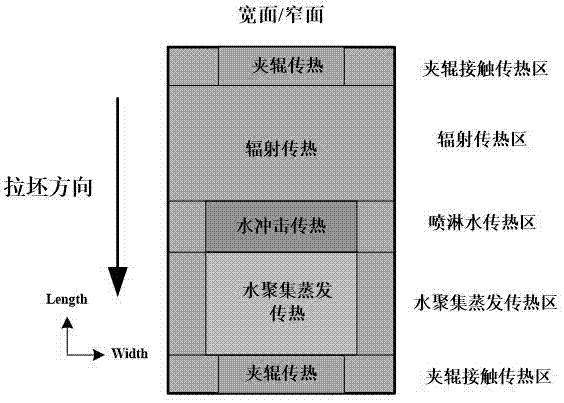
[0063] Roll gap shrinkage is an important process system for continuous casting secondary cooling. Unreasonable roll gap shrinkage will cause large bulging deformation of the billet, and various surface and internal quality problems are prone to occur. The shape of the profiled slab is complex. Compared with the conventional slab, the thickness of the slab shell at each position of the slab section is quite different. During the continuous casting of the profiled slab, the heat dissipation conditions at each position of the slab section are significantly different, and the solidification shrinkage is more complicated. The web, R Surface longitudinal cracks at the corners, web center cracks, and bulging problems occur more frequently. In continuous casting of profiled billets, if the method of slab and square billet is used to determine the shrinkage curve of the s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More