

Method for rolling production of titanium and stainless steel composite coil through rolling mill
A technology of stainless steel and clad coils, applied in metal rolling, temperature control, etc., can solve the problems of rolling failure, limitation of the application field of titanium and stainless steel clad plate, vibration, etc., and achieve the effect of preventing the temperature drop of the rolled piece
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
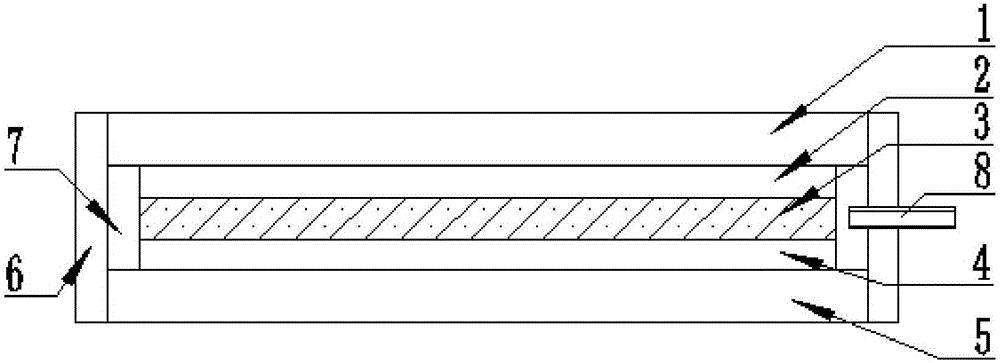
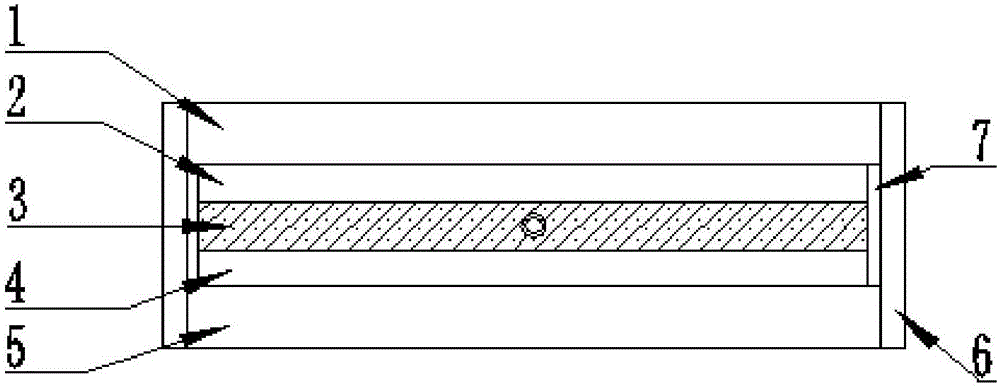
[0019] Such as figure 1 , figure 2 As shown, the green body structure adopted in the present invention is as follows: comprising a lower stainless steel plate 5, a lower titanium plate 4, an isolation layer 3, an upper titanium plate 2, an upper stainless steel plate 1, and an upper stainless steel plate 1 and The lower stainless steel plates 5 are connected by the seal plate 6 arranged around them, and the upper stainless steel plate 1, the lower stainless steel plate 5, and the seal plate 6 cooperate to form a closed cavity 7, and make the upper titanium plate 2, the isolation layer 3. The lower titanium plate 4 is arranged in the airtight cavity 7, and the space for extending the upper layer titanium plate 2 and the lower layer titanium plate 4 is reserved in the airtight cavity 7.
[0020] In order to ensure the composite strength of the bonding ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More