Counterflow roller changing method for realizing online roller changing of ESP (endless strip production) finishing mill unit
A finishing rolling mill and countercurrent technology, applied in rolling mill control devices, metal rolling stands, metal rolling mill stands, etc., can solve the problems affecting the production efficiency of continuous casting and rolling of thin slabs, frequent roll changes, and roll wear.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0081] Below in conjunction with accompanying drawing and embodiment the present invention will be further described:
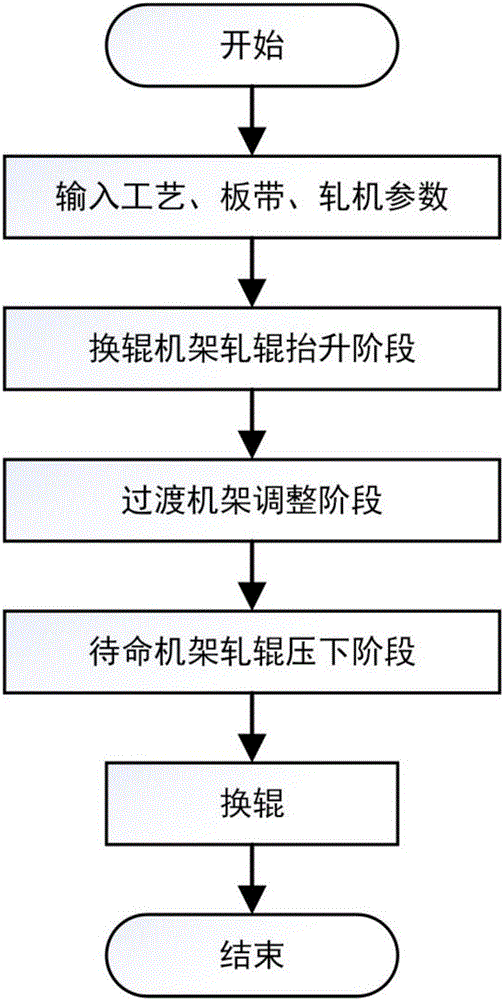
[0082] refer to Figure 1~4 , a kind of counter-current roll changing method that realizes ESP finishing mill line changing roll in the embodiment of the present invention comprises the following steps:
[0083] Step 1: Collect and input process, strip and mill parameters:
[0084] Described process, strip, rolling mill parameters include working roll diameter D, rolling mill stiffness K m , distance L between racks, rack F 1 ~F 6 Entrance thickness H 1 ~H 6 , outlet thickness h 1 ~ h 6 , unit front tension σ f,1 ~σ f,6 , unit back tension σ b,1 ~σ b,6 , the steel plate width b, the exit speed V of the final frame;
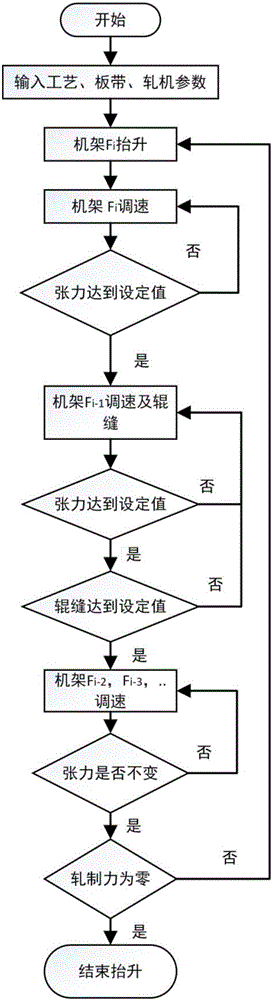
[0085] Step 2: Roll Change Rack F i Roll lifting and speed regulation stage:
[0086] 2.1) Roll changing stand F i Roll lift and speed regulation:
[0087] 2.1a) From the roll changing stand F i From the moment the roll is lifted...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More