

The Method of Controlling the Width of Mixed Slab
A width control and slab technology, which is applied in rolling mill control devices, manufacturing tools, metal rolling, etc., can solve problems affecting product quality, width control fluctuations, and difficulty in width control, so as to solve the problem of width control and reduce abnormal losses Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
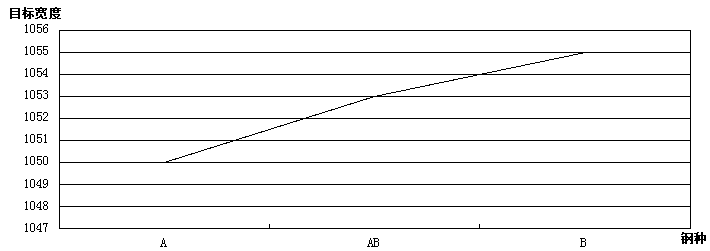
[0061] After cutting through the continuous casting optimized cutting system, the steelmaking continuous casting system accurately records the length of the A steel grade section in the slab as 3 meters, the length of the AB section is 2 meters, and the length of the B steel grade section is 4 meters, and the corresponding The data is saved in the continuous casting database system. The data is the same as the material information of the main chemical composition of steel grade A (AP1360C1), the material information of the main chemical composition of steel grade B (AP1560C1) and the main chemical composition of steel grade AB (AP1460C1) The material information is sent to the hot rolling data receiving system, and the hot rolling data receiving system saves the data in the hot rolling database system and sends them to the width model calculation. The width model calculates the target width according to formula 2 and saves it to Array_valueX array. Corresponding parameters of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More