Method for producing thin REH380LA steel based on ESP thin slab continuous casting and rolling process
A thin slab continuous casting, thin gauge technology, applied in the field of metal material processing and forming, to achieve the effect of reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
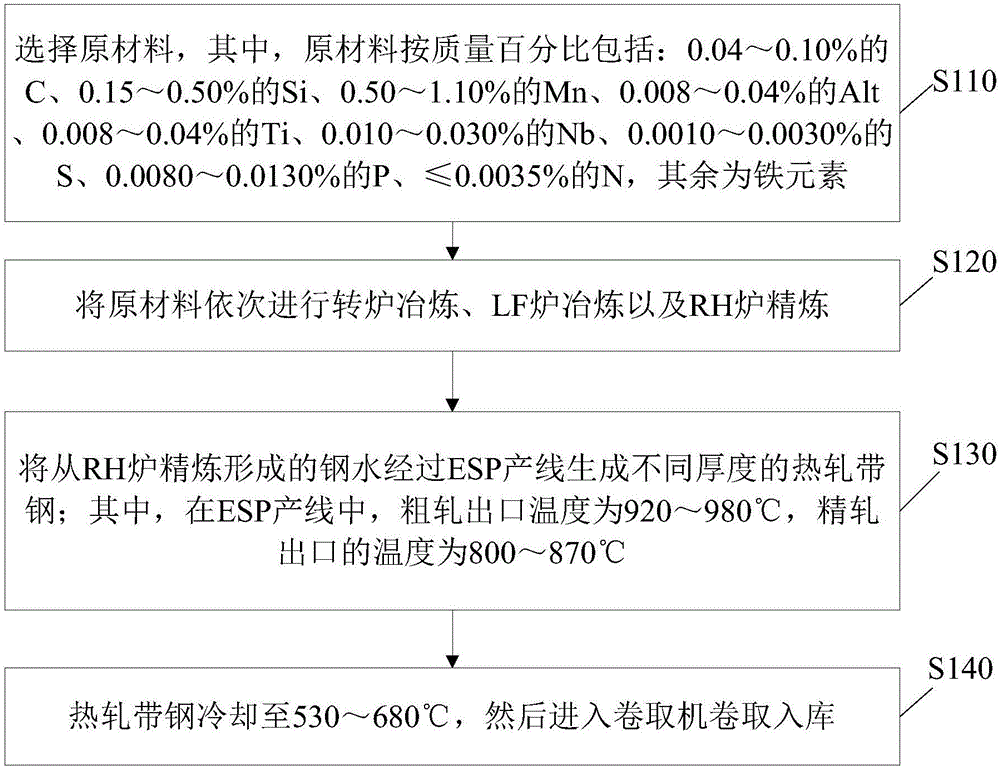
[0048] Select raw materials, wherein the raw materials include: 0.045% C, 0.21% Si, 0.80% Mn, 0.012% P, 0.0020% S, 0.028% Alt, 0.013% Ti, 0.020% Nb by mass percentage , 0.0025% N, the rest is iron and unavoidable impurities;
[0049] The raw materials are sequentially smelted in converter, LF furnace and RH furnace;
[0050] The molten steel refined by LF and RH passes through ESP production line continuous casting, rough rolling, finish rolling, laminar cooling, coiling and pickling process to produce hot-rolled strip steel of different thickness;
[0051] Among them, in the ESP production line, the continuous casting process controls the superheat of the tundish to 18°C, the casting speed to 5.6m / min, and the thickness of the slab to 95mm;
[0052] The cast slab is rolled through three passes of rough rolling, the rough rolling inlet temperature is 1020°C, and the rough rolling exit temperature is 980°C;
[0053] The rough-rolled intermediate billet product is heated by an...
Embodiment 2
[0060] Select the raw materials, wherein the raw materials include: 0.048% C, 0.20% Si, 0.79% Mn, 0.010% P, 0.0020% S, 0.028% Alt, 0.012% Ti, 0.019% Nb by mass percentage , 0.0028% N, the rest is iron and unavoidable impurities;
[0061] The raw materials are sequentially smelted in converter, LF furnace and RH furnace;
[0062] The molten steel refined by LF and RH passes through ESP production line continuous casting, rough rolling, finish rolling, laminar cooling, coiling and pickling process to produce hot-rolled strip steel of different thickness;
[0063] Among them, in the ESP production line, the continuous casting process controls the superheat of the tundish to 20°C, the casting speed is 5.6m / min, and the thickness of the slab is 95mm;
[0064] The cast slab is rolled through three passes of rough rolling, the rough rolling inlet temperature is 1000°C, and the rough rolling exit temperature is 980°C;
[0065] The rough-rolled intermediate billet product is heated b...
Embodiment 3
[0072] Select raw materials, wherein the raw materials include: 0.046% C, 0.20% Si, 0.81% Mn, 0.011% P, 0.0022% S, 0.030% Alt, 0.012% Ti, 0.020% Nb by mass percentage , 0.0025% N, the rest is iron and unavoidable impurities;
[0073] The raw materials are sequentially smelted in converter, LF furnace and RH furnace;
[0074] The molten steel refined by LF and RH passes through ESP production line continuous casting, rough rolling, finish rolling, laminar cooling, coiling and pickling process to produce hot-rolled strip steel of different thickness;
[0075] Among them, in the ESP production line, the continuous casting process controls the superheat of the tundish to 18°C, the casting speed is 5.5m / min, and the thickness of the slab is 95mm;
[0076] The cast slab is rolled through three passes of rough rolling, the rough rolling inlet temperature is 980°C, and the rough rolling exit temperature is 960°C;
[0077] The rough-rolled intermediate billet product is heated by an ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com