

Multi-direction hammering incremental forming method and products acquired by method
A technology of progressive forming and forming tools, applied in the direction of instrumentation, design optimization/simulation, calculation, etc., can solve the problem that the plate thickness cannot be adjusted freely, and achieve the effect of low cost and improved forming performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
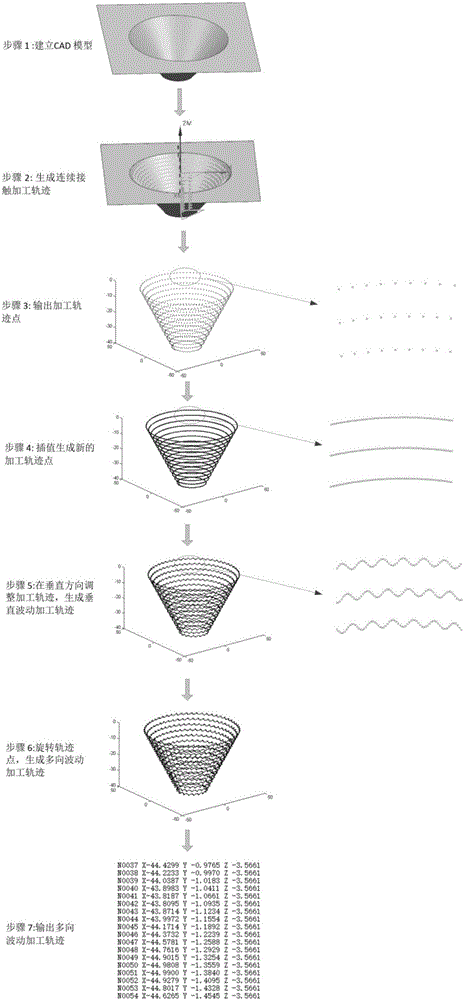
[0043] The implementation process of multi-directional hammer incremental forming is as follows: figure 1 As shown, as follows:
[0044] (1) Establish a three-dimensional CAD model of a variable-angle conical cup in UGNX8.0 software;
[0045] The generatrix of the cone cup in the three-dimensional CAD model is an arc line, the radius is 100m, the opening size of the cone cup is 100mm, and the angle ranges from 20° to 90°.
[0046] (2) The machining module in UGNX8.0 software generates the machining trajectory of continuous contact incremental forming. The precision of the incremental forming processing trajectory is set to 0.02mm, and the continuous processing trajectory is output in the form of discrete points through calculation.
[0047] (3) Enter the sine wave, and set the wavelength of each sine wave to meet the number of track points to be 18, and use the Lagrange linear interpolation method to interpolate the discrete processing track points output in step (2) to obta...
Embodiment 2
[0059] A plate-shaped formed part, namely the product, is obtained by the multi-directional hammering progressive forming method described in Implementation 1. After using steps (1)-(7) to obtain the corresponding program, then use an industrial pure aluminum 1060 plate with a thickness of 1mm to cut the plate into 230×230mm, so that the geometric center of the plate coincides with the geometric center of the forming fixture , press the plate around 15mm and clamp it; the forming tool is gradually formed point by point according to the wave trajectory data generated in step (7) under the control of the machine tool; the final product is obtained.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More