

A Method for Determining the Shape and Dimensions of Claw-pole Multi-step Hot Die Forging Pre-forging
A multi-step, hot die forging technology, applied in the field of claw pole processing and manufacturing, can solve the problems of processing equipment damage, reducing the service life of forming dies and equipment, and reducing the service life of dies, so as to achieve accurate and reasonable shape and size, and reasonable solution Distributing puzzles, avoiding the effect of forging defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
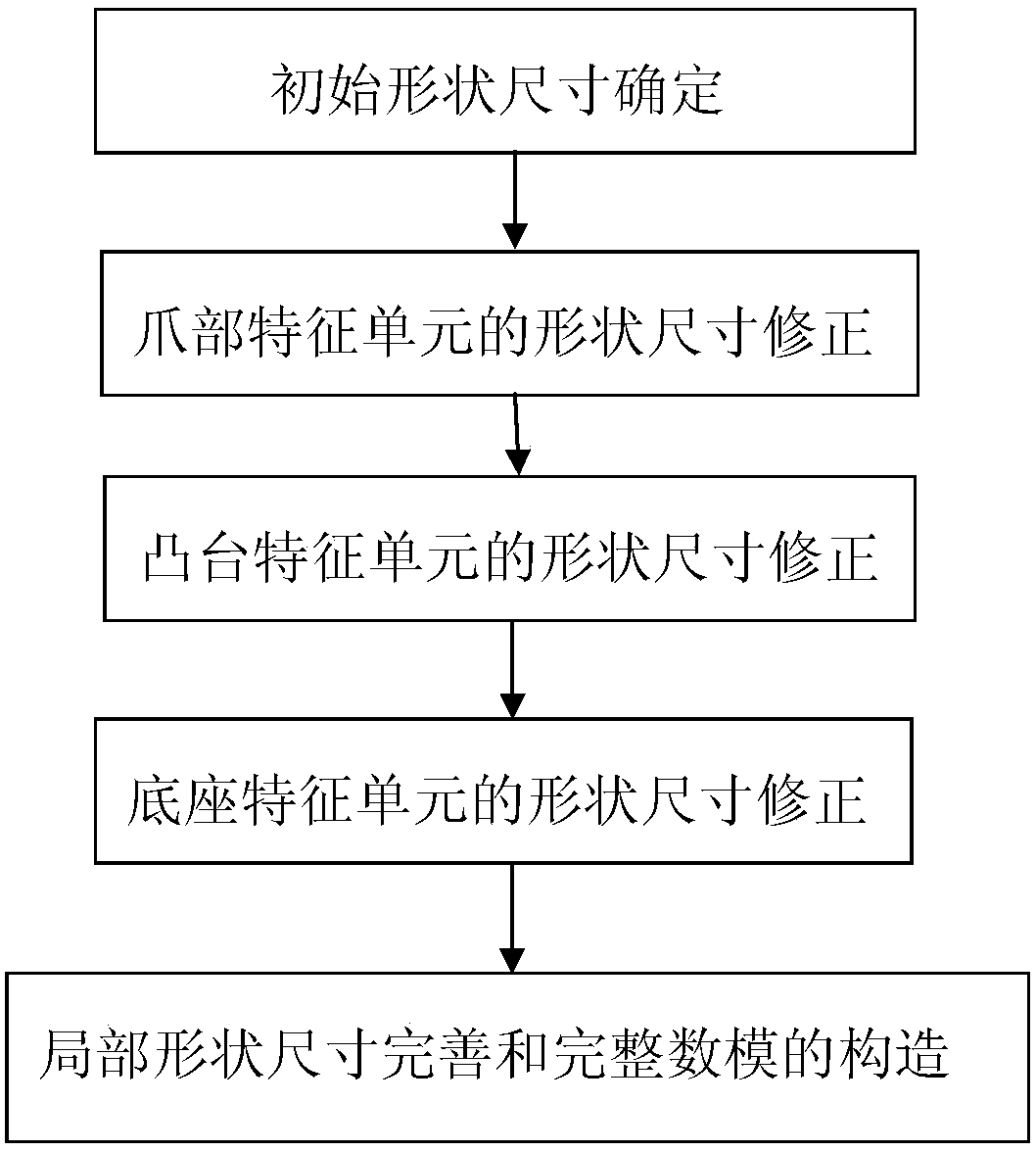
[0032] Embodiment 1: as figure 1 As shown, a method for determining the shape and size of a claw-pole multi-step hot forging pre-forging includes the following steps:
[0033] 1) Determination of the initial shape and size: According to the shape characteristics of the final forging of the required claw, determine its volume V0 after removing the fillet at the local position, and divide the pre-forging into three characteristic units: the claw, the boss and the base, and determine the three units respectively. The initial shape and size of each characteristic unit are simulated and constructed in the three-dimensional modeling software to construct the initial digital model of the pre-forging;
[0034] 2) Correction of the shape and size of the characteristic unit of the claw: set the overall offset distance of all outer surfaces of the claw except the upper and lower surfaces to the inside as L1, and the value range of L1 is 0.01-0.35mm.
[0035] 3) The shape and size correc...
Embodiment 2
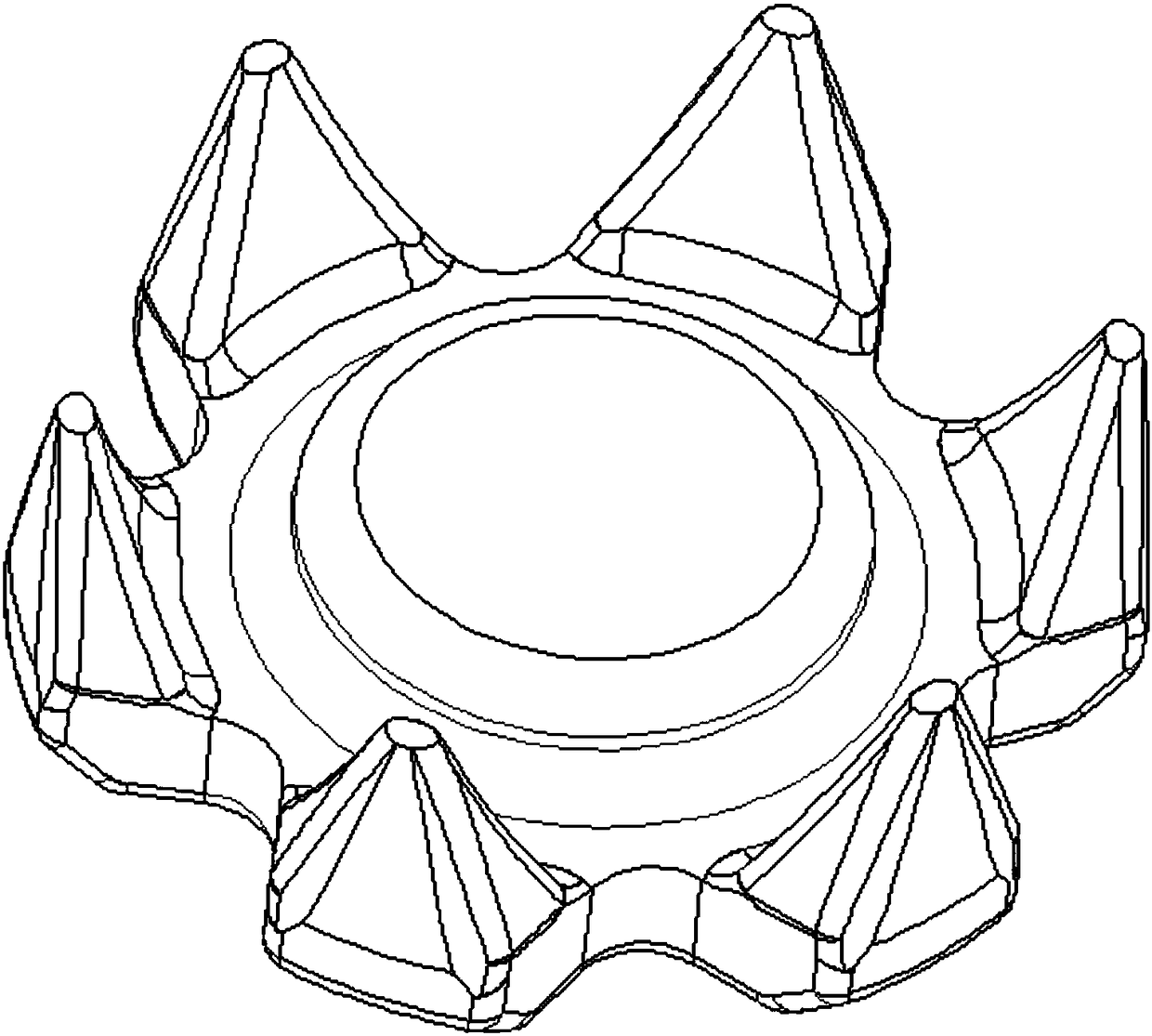
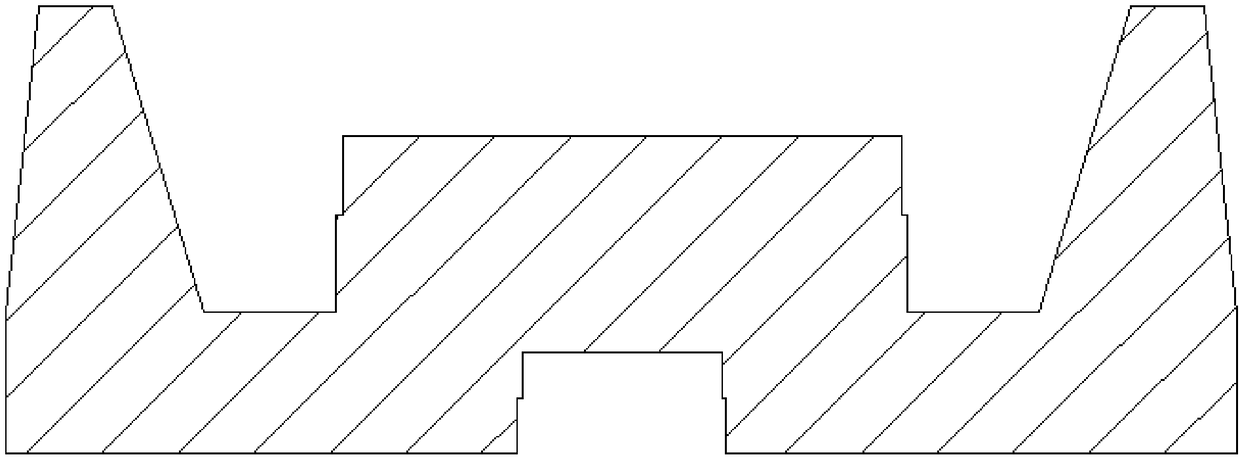
[0039]Embodiment 2: The shape feature of a kind of claw final forging required by the known customer, its three-dimensional model drawing and two-dimensional plan view are respectively as follows figure 2 and image 3 As shown, the size of each feature of the claw final forging in the two-dimensional plan view is known, and the method of the present invention will be described below taking the claw final forging as an example.
[0040] In the 3D modeling software, the volume V0 of the final forging of the claw after removing the rounded corners is calculated to be 117126.1277mm 3 , divide the pre-forging into three characteristic units of claw, boss and base, respectively determine the initial shape and size of the three characteristic units, and use the 3D modeling software UNX7.5 to construct its initial 3D model, as shown in Figure 4 shown;
[0041] Correction of the shape and size of the claw: set the overall offset distance L1 of all the outer surfaces of the claw exc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More