

A kind of ultra-low carbon composite rolling steel and thin slab continuous casting production method
A technology of thin slab continuous casting and composite rolling, which is applied in the production of ultra-low carbon composite rolling steel and thin slab continuous casting, CSP thin slab continuous casting and rolling production line, and can solve multiple quality objection complaints and compensation , High cooling intensity of casting slab, fast edge cooling speed and other problems, to achieve the effect of reducing abnormal fluctuation of liquid level, high precision of product thickness, reducing alkalinity and viscosity
Active Publication Date: 2019-10-01
武汉钢铁有限公司
View PDF6 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
The traditional thick slab and conventional hot rolling production line are used for production, and its shortcomings are: (1) The product thickness accuracy is low: the follow-up process of the ultra-low carbon composite rolling steel is pickling, slitting, composite rolling The customer requires that the horizontal and vertical thickness difference after slitting be no more than 30 μm, so the thickness accuracy of the hot-rolled raw material coil is required to be high, and the convexity is required to be no more than 50 μm, the wedge shape to be no more than 20 μm, and the longitudinal thickness difference must be controlled within 30 μm. , the conventional hot rolling production line is difficult to fully meet; (2) Poor product performance uniformity: during compound rolling, the full-length rolling load fluctuation is required to be small, that is, the full-length strength fluctuation of the hot-rolled raw material coil is required to be within 20MPa, while the conventional hot-rolled product Due to the increased speed rolling of the line, there is a certain deviation in the temperature between the head and tail of the strip and the middle part, so the performance of the entire length fluctuates greatly; (3) There are edge warping defects: when the conventional hot rolling line is produced, the distance between the edge and the edge There are side warping defects within 15-30mm of the center, which on the one hand reduces the yield, and on the other hand causes more quality complaints and compensation; (4) Long production cycle: from contract acceptance to steel coil delivery, Generally, it takes 1 month. For the contract that the customer requires urgent delivery, it is difficult to deliver in time to meet the customer's requirements.
However, there are inclusions and edge crack defects at the same time, resulting in a high degradation rate. When it is serious, the degradation rate of inclusions and edge cracks can reach 30%.
The applicant has carried out experiments and statistics since 2015, and the quality objection rate of inclusions and edge cracks has reached 8%, causing great economic losses, resulting in a decline in the pass rate and an increase in production costs, seriously restricting the efficiency and market of this type of steel to promote
According to the analysis of the above deficiencies, the result is mainly due to the narrow nozzle of the thin slab continuous casting, and the inclusions are easy to block the nozzle, which often causes abnormal fluctuations of the stopper rod, and in severe cases, it leads to broken pouring.
Under the premise that the equipment cannot be modified at will, in order to solve the above-mentioned problems, that is, to improve the castability of molten steel, it is necessary to denature the inclusions in molten steel; in addition, the production line also has the characteristics of fast casting speed, so that the molten steel Raw inclusions cannot fully float up, which is likely to cause slag entrainment, inclusion and slag entrainment defects
Therefore, it is very difficult to use this production line to produce steel noses for ultra-low carbon composite rolling.
In addition, there are also problems such as high cooling intensity of the slab, fast edge cooling rate, more brittle edge during casting, and high incidence of edge crack defects. Therefore, the control of O content in ultra-low carbon composite rolling steel, Higher requirements are put forward for edge water cooling, casting speed and mold flux characteristics.
Therefore, when the CSP thin slab continuous casting process is used to produce ultra-low carbon composite rolling steel, it is difficult to control the quality defects of inclusions and edge cracks, so that the thin slab continuous casting process has not yet been used to produce such ultra-low carbon composite rolling steel. There are no relevant reports on steel for manufacturing, and there is no solution that can be referred to and used for reference
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples


Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Login to View More
Abstract
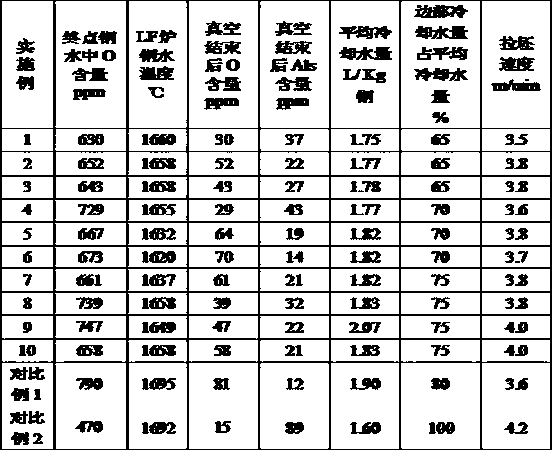
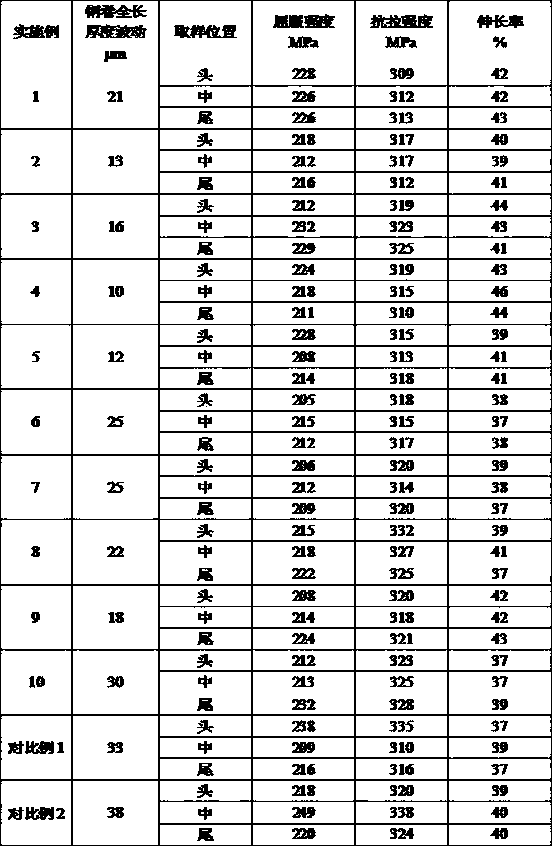
The invention relates to steel for ultra-low carbon composite rolling. The steel comprises, by weight, not higher than 0.01% of C, 0.18%-0.30% of Mn, 0-0.02% of Si, not higher than 0.005% of Als, 0-0.03% of P, 0-0.01% of S and 0.002%-0.007% of N. A sheet billet continuous casting production method includes the steps of hot metal pretreatment deep desulfurization, converter smelting, LF furnace refining, RH vacuum treatment, casting and later processes. According to the steel and the sheet billet continuous casting production method, production is carried out on a sheet billet continuous casting production line, inclusion in the steel is reduced to 4% or below, edge crack is controlled within 1%, thickness fluctuation of an overall roll in the length direction does not exceed 30 microns, strength fluctuation of the overall roll in the length direction does not exceed 20 MP, and the surface quality is good.
Description
technical field The invention relates to a steel for ultra-low carbon composite rolling and a production method thereof, specifically belonging to a steel for ultra-low carbon composite rolling and a thin slab continuous casting production method, and is particularly suitable for the production of CSP thin slab continuous casting and rolling production lines . Background technique Since the steel for ultra-low carbon composite rolling needs to be pickled, slitting and composite rolling in the follow-up, the requirements for surface quality, plate shape, thickness accuracy, etc. are very high. Defects such as inclusions and edge cracks are not allowed on the surface, otherwise problems such as air bubbles, peeling, and cracks will easily occur in the subsequent compound rolling process, which will seriously affect the effect of compound rolling. Before the present invention, the steel for ultra-low carbon composite rolling was mainly produced by traditional hot rolling prod...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): C22C38/04C22C38/02C22C38/06C22C33/04C21C7/10C21C7/06B22D11/111
Inventor陈宏涛王成郑海涛谭佳梅杜秀峰张超刘义滔叶飞邱晨张俊志
Owner武汉钢铁有限公司