

Method for machining valve guide pipe hole and valve base ring hole through horizontal milling machine
A valve guide, milling machine processing technology, applied in milling machine equipment, milling machine equipment details, metal processing equipment and other directions, can solve the problem that the processing method cannot meet the requirements, increase the research cost, and it is difficult that the cylinder head valve guide hole and the valve seat ring are coaxial To solve the problems such as degree, to achieve the effect of simple and convenient processing technology, low cost and high precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further described in detail below in conjunction with the accompanying drawings.
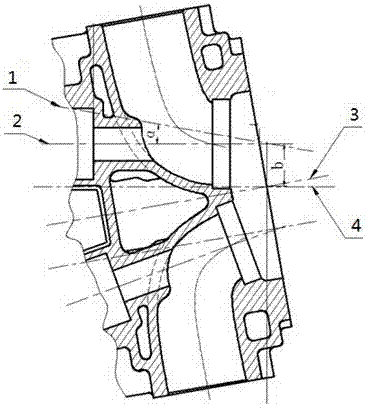
[0021] Such as figure 1 As shown, reference numeral 1 is the centerline of the valve guide hole before rotation, reference numeral 2 is the centerline of the valve guide hole after rotation, reference numeral 3 is the centerline of the cylinder head after rotation, and reference numeral 4 is the cylinder head before rotation center line.
[0022] The method for processing the valve guide hole and the valve seat ring hole by a horizontal milling machine in this specific embodiment includes the following steps:
[0023] 1) Place the cylinder head horizontally on the machine tool workbench, make the side of the valve guide hole to be processed face the machine tool spindle, align the center point of the cylinder head, move the machine tool spindle so that the center line of the machine tool spindle is coaxial with the center line of the cylinder head, Then cle...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More