Cylinder block bore hole seam allowance end face bouncing degree and flatness gauge
A technology of end face runout and cylinder block, which is used in mechanical roughness/irregularity measurement, mechanical clearance measurement, etc., can solve the problems of large measurement error and troublesome measurement, and achieve the effect of simple structure and improved inspection efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The present invention will be further described in detail below in combination with specific embodiments and with reference to the accompanying drawings. It should be emphasized that the following description is only exemplary and not intended to limit the scope of the invention and its application.
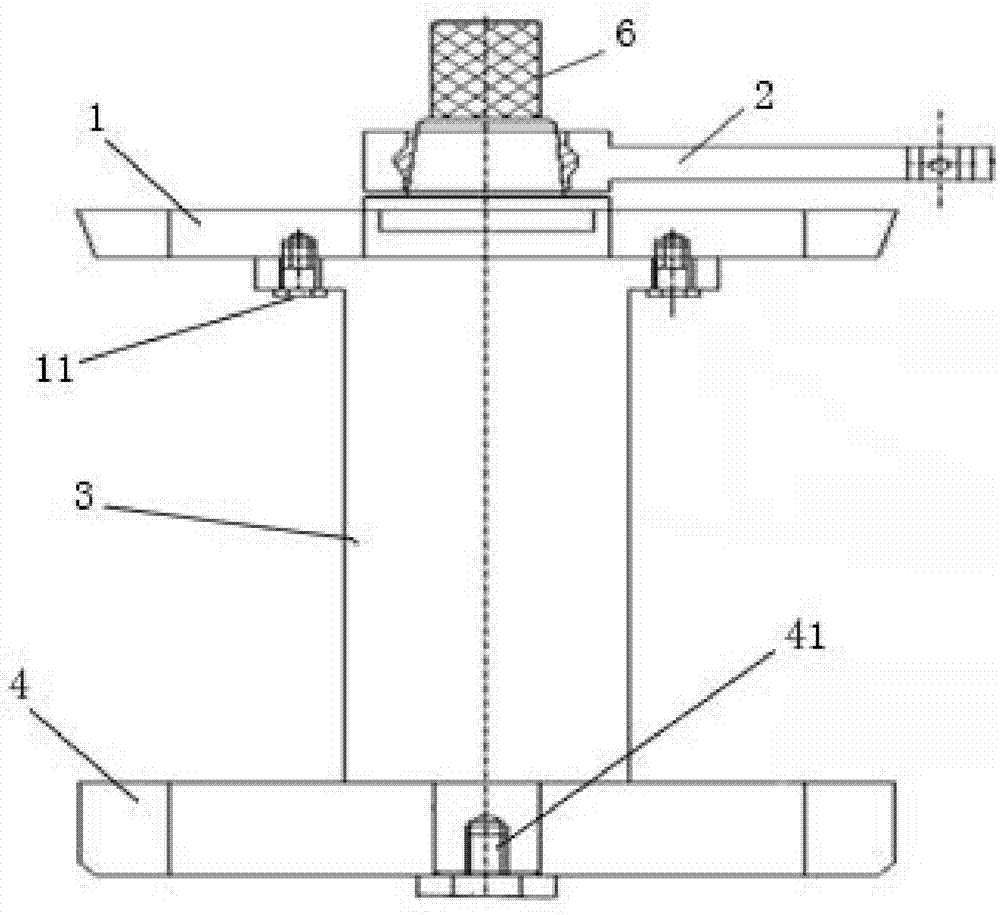
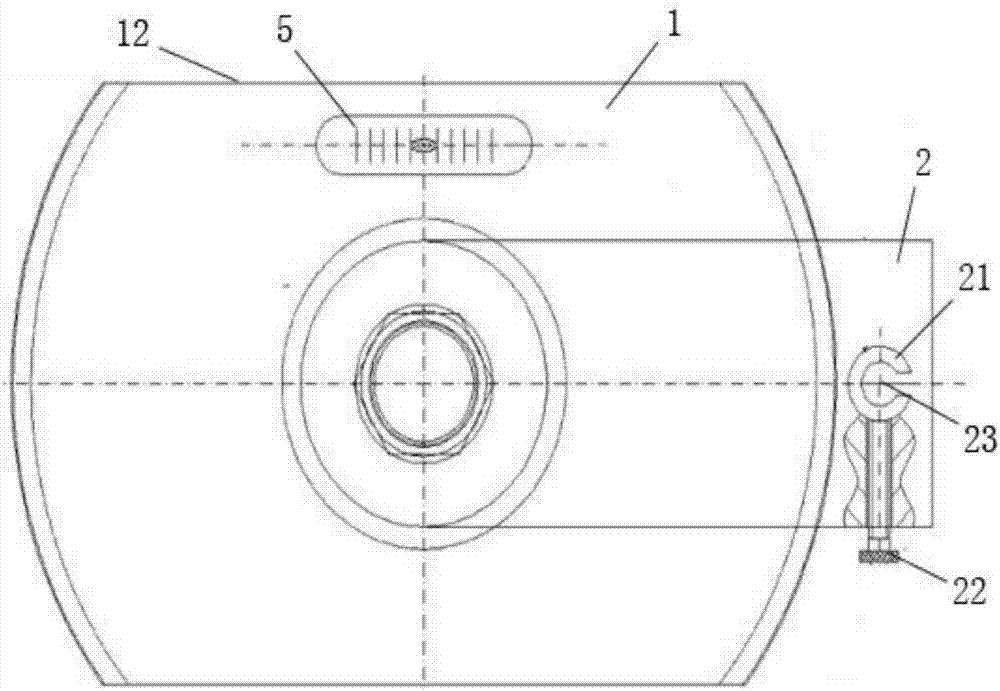
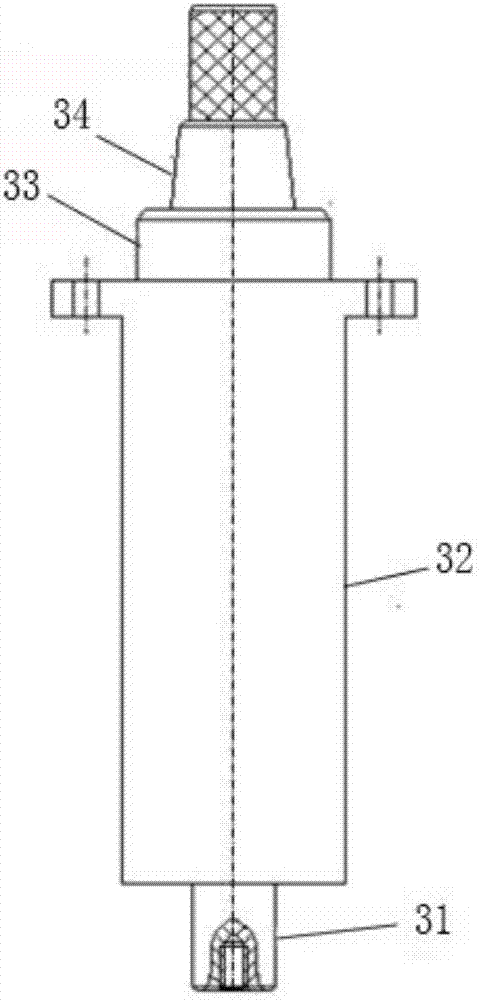
[0023] A test tool for the runout and flatness of the end face of the cylinder bore seam of a cylinder block, including a support shaft 3, a guide stub 4, a measuring tool, and a gauge frame 2, the guide stub 4 is combined with the lower end of the support shaft 3, and a taper reference plate 1. The watch frame 2 is combined on the upper end of the support shaft 3; the taper reference plate 1 is combined on the upper part of the support shaft 3 and between the watch frame 2 and the guide short column 4. The measuring tool is a dial gauge and is assembled on the right end of the meter frame 2, and the dial gauge measuring head points to the cylinder bore spigot plane and ca...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



