

A combined precision die forging forming method
A precision die forging and die forging technology is applied in the field of forging to achieve the effect of improving forging efficiency and improving service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] In order to make the purpose, content and advantages of the present invention clearer, the specific implementation manners of the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
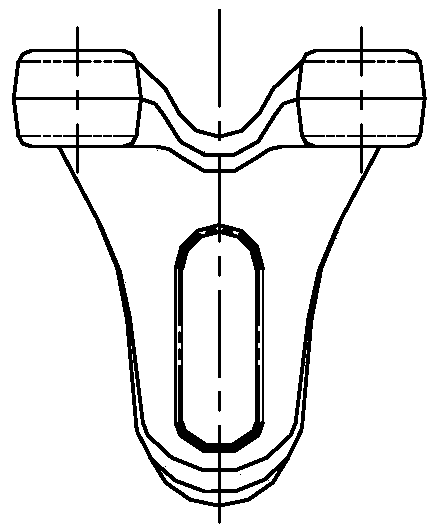
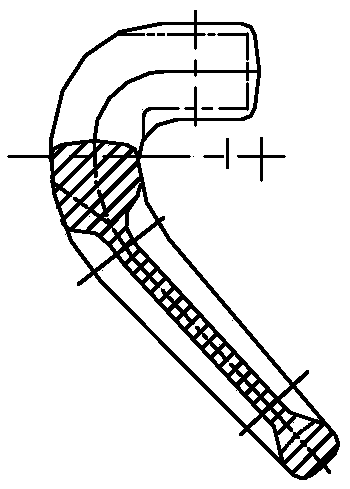
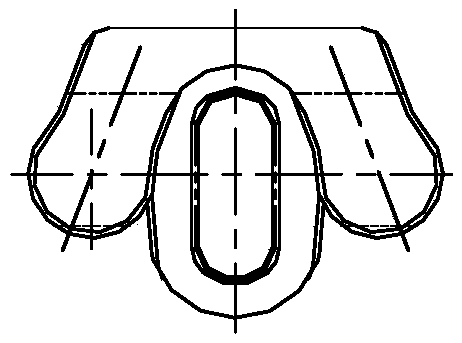
[0041] The process of a combined precision die forging forming method of the present invention is as follows: first carry out hot flat die forging forming (five working steps of blank heating, elongation and flattening blank making, pre-forging, final forging, trimming), and finally Carry out hot bending die forging forming (3 working steps of semi-finished die forging heating, pre-bending and final bending). The process is a combined precision forming method, and the combined precision forming method includes the first hot straight die forging forming and the second hot bending die forging forming.
[0042] (1) The first hot flat die forging forming: it needs to rely on the hot straight forging die to achieve, that is,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More