

Lateral Welding Method
A technology of horizontal welding and welding speed, which is applied in welding equipment, plasma welding equipment, metal processing equipment, etc., can solve the problems of single-sided welding and double-sided forming of the weld, and achieve the optimization of microstructure and macroscopic appearance, The effect of eliminating defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The embodiments of the present invention are described in detail below, and examples of the embodiments are shown in the accompanying drawings. The embodiments described below with reference to the accompanying drawings are exemplary, and are intended to explain the present invention, but should not be construed as limiting the present invention.
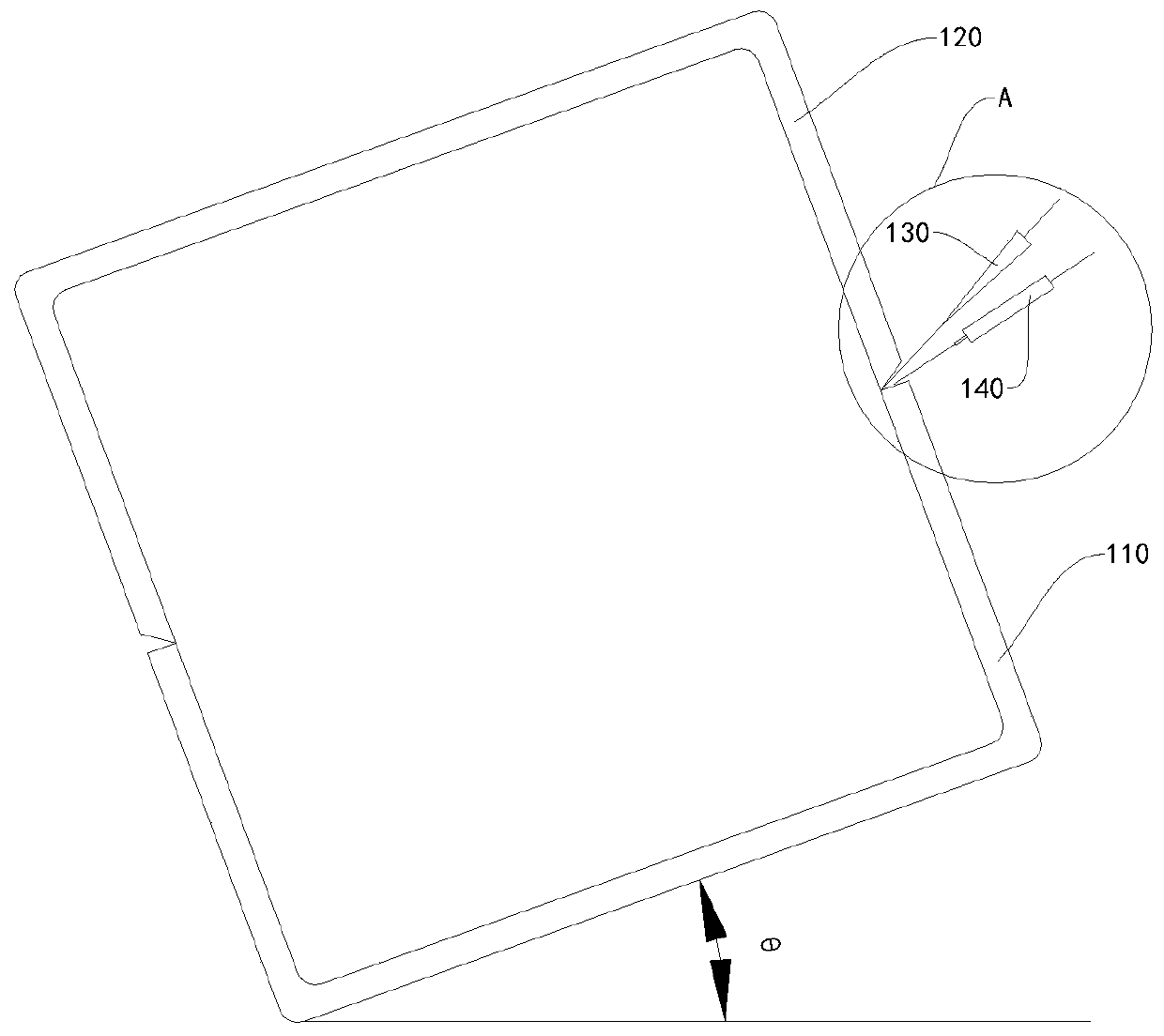
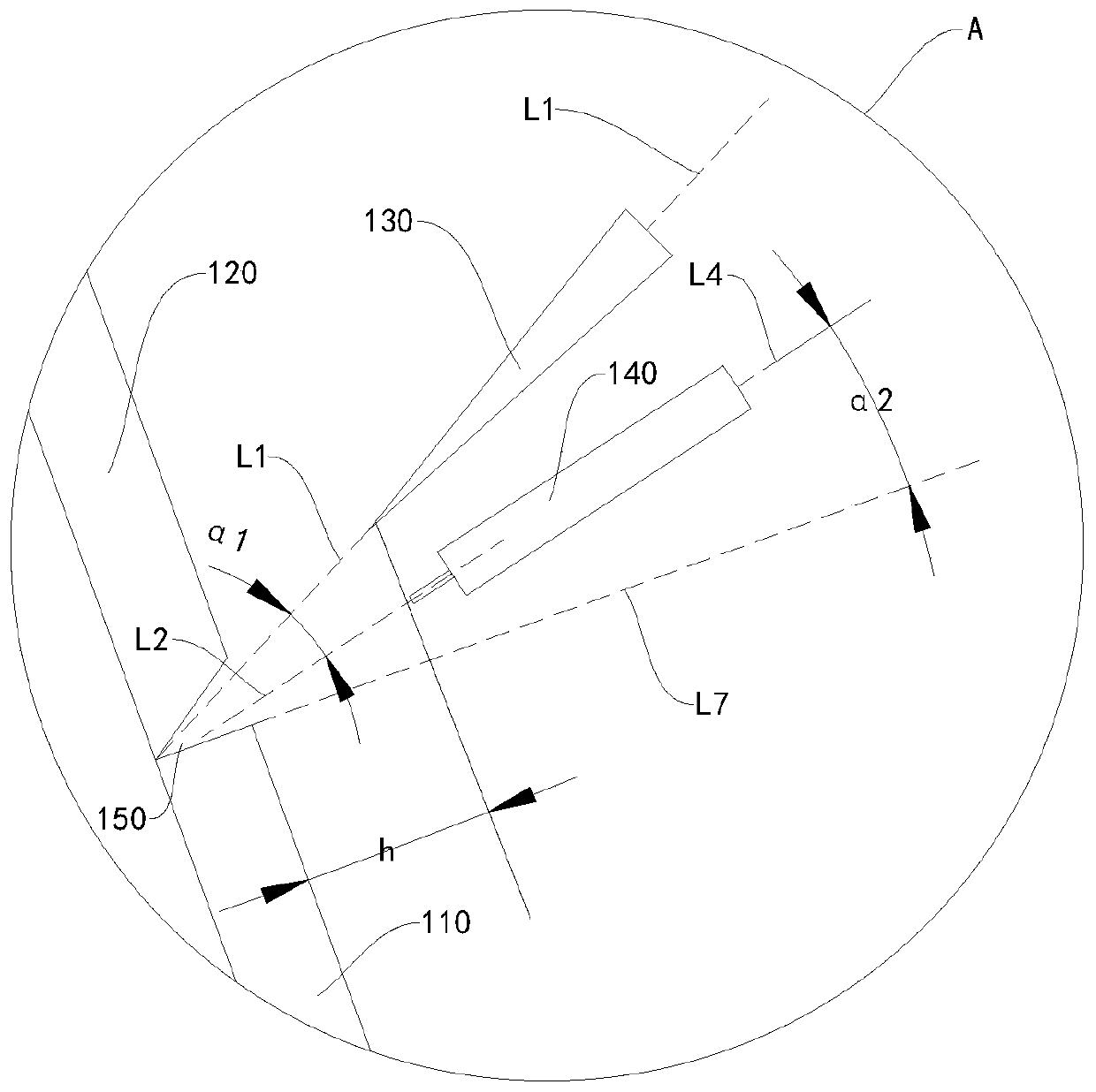
[0032] The lateral welding method according to the embodiment of the present invention will be described below with reference to the drawings. Such as Figure 1-Figure 4 As shown, the lateral welding method according to the embodiment of the present invention includes the following steps:
[0033] Position the first workpiece 110 and the second workpiece 120 to be welded so that the surface to be welded is in the horizontal welding position;
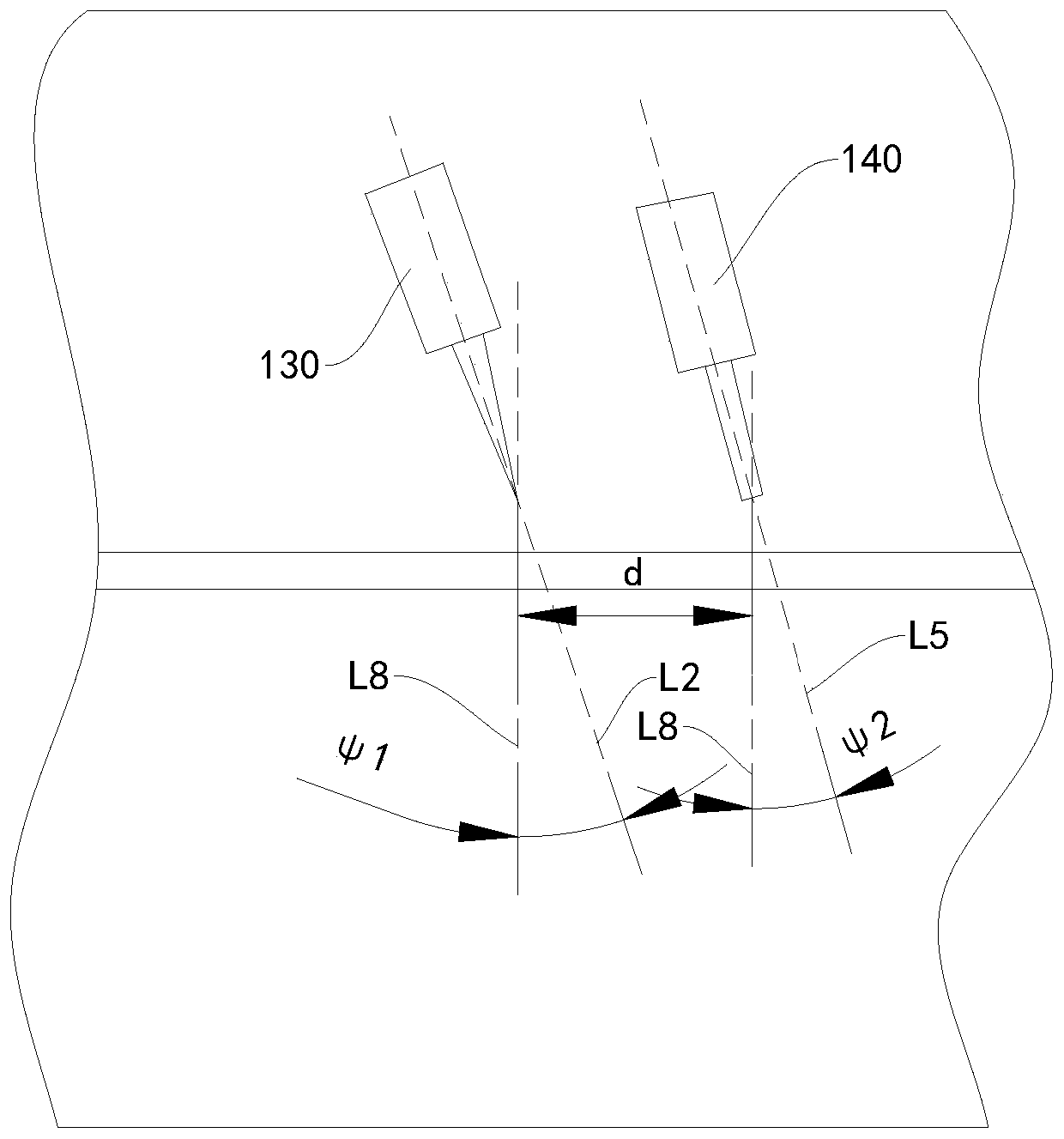
[0034] A front heat source 130 and a rear heat source 140 are provided to form a weld between the welding surfaces of the first workpiece 110 and the second workpiece 120. The energy density...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More