

Herringbone tooth inner gear ring machining method
A processing method, the technology of the inner ring gear, which is applied in the direction of gear teeth, components with teeth, belts/chains/gears, etc., can solve the problems of heavy three-coordinate detection workload, increased transshipment workload, and high processing costs, and achieve The effect of reducing the risk of declining accuracy guarantee ability, avoiding the workload of round-trip transshipment, and strong quality assurance ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] The present invention will be further described below in conjunction with the accompanying drawings, but the present invention is not limited to the scope of the described embodiments.
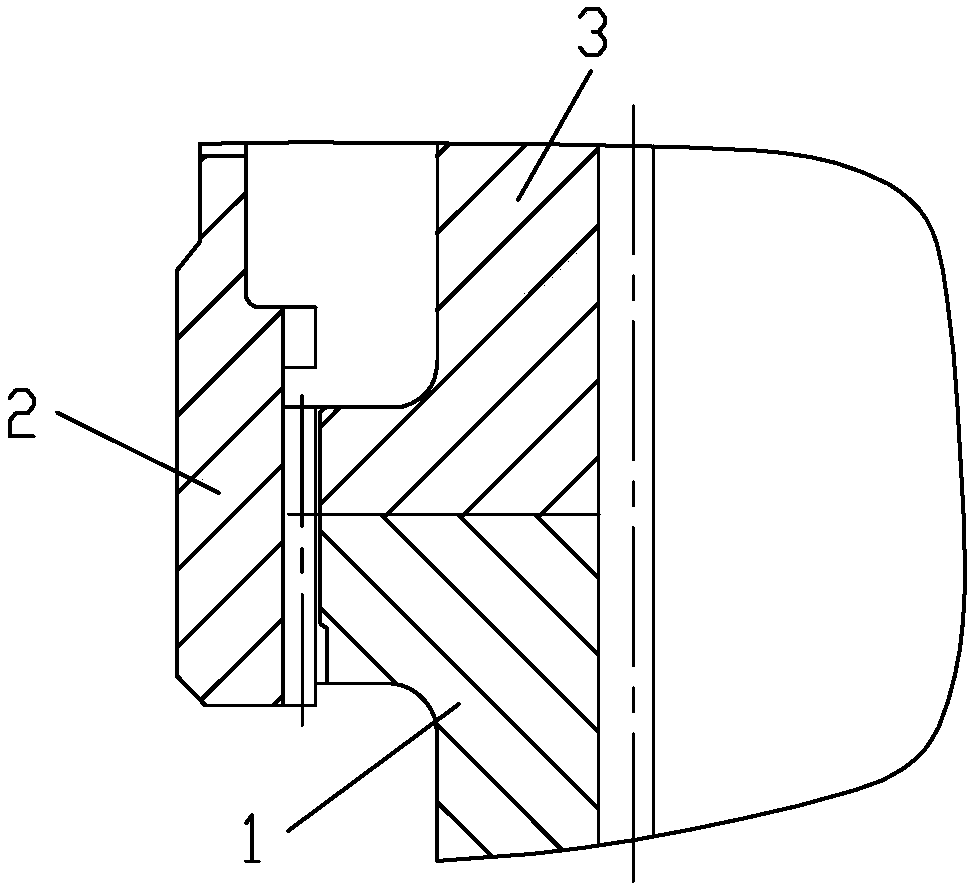
[0047] see figure 1 , a method for processing a herringbone internal ring gear, comprising the following steps:
[0048] The first step, external spline processing: including milling internal teeth, rough grinding internal teeth, rolling external splines at any position on the circumference, grinding internal teeth and grinding external splines;
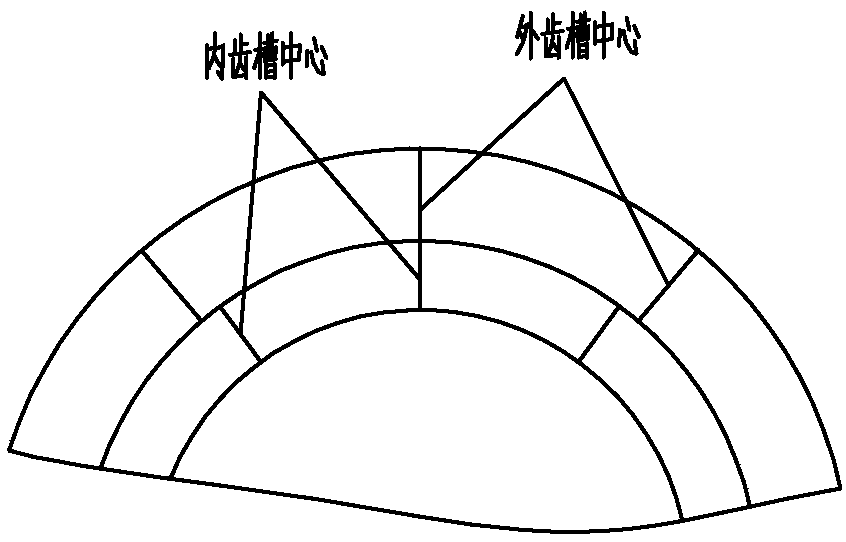
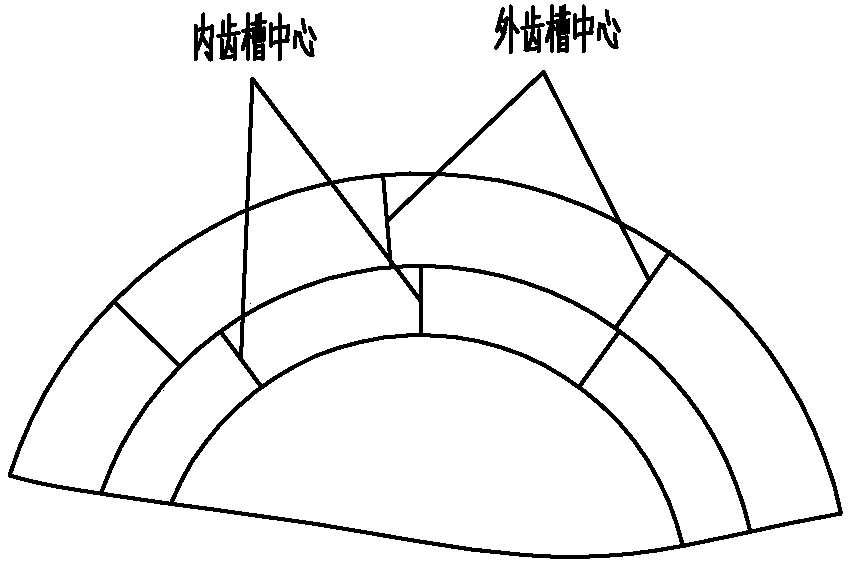
[0049] The second step is to detect the phase difference between the inner and outer tooth slots at the starting point: use a three-coordinate measuring machine to detect the phase difference between the inner slots of any pair of adjacent inner and outer teeth and the center of the outer spline slots;
[0050] The third step, calculating the phase difference of the rest of the cogging: taking the measured internal and external cogging as the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More