

Gas meter counter magnetic steel wheel automatic feeding device
A technology of gas metering and automatic feeding, applied in metal processing, metal processing equipment, manufacturing tools, etc., can solve the problems of unguaranteed assembly quality and efficiency, long time-consuming magnetic steel wheels, and prone to wrong assembly and missing assembly. , to reduce the number of manual feeding, improve feeding efficiency, and ensure the effect of orderly feeding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The technical scheme of the present invention will be further described in detail below in conjunction with the accompanying drawings:
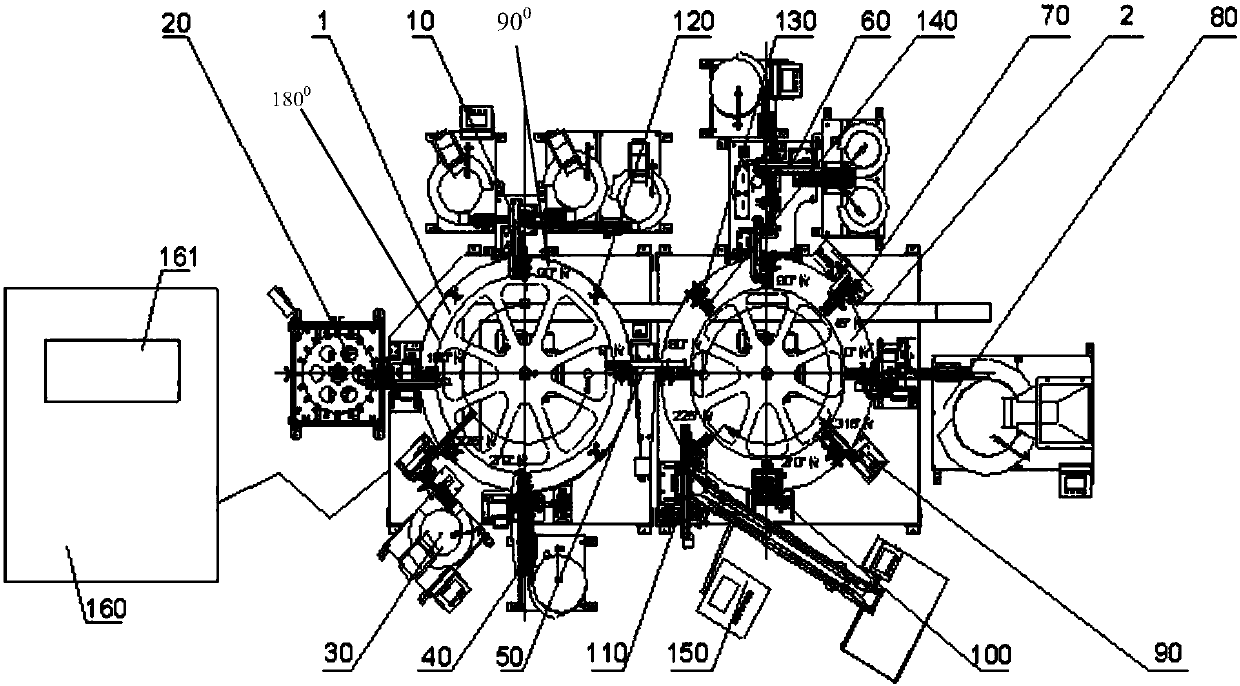
[0044] The invention is used to produce a mechanical digital counter for a gas meter, and its structure is as follows Figure 19 As shown, it is mainly composed of five black number wheels 004, two red character wheels 005, an initial character wheel 006, a number wheel axle 007, a switch axle 001, seven switch wheels 002 and a counter bracket 003. Each character wheel is evenly printed with the numbers 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. After the assembly is completed, the number 0 on the eight character wheels of the qualified counter is on a straight line. When viewed from above, it coincides with the center line of the digital wheel axis. When the digital wheel assembly 010 and the switch wheel assembly 008 are correctly engaged, the switch wheel axis 001 is parallel to the digital wheel axis 007, and the counter bracket 003 is accurately e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More