

A medium-sized blast furnace shell replacement process
A blast furnace shell and furnace shell technology, which is applied to blast furnaces, blast furnace details, blast furnace parts and other directions, can solve problems such as complicated replacement procedures, and achieve the effects of shortening replacement construction period, less thermal deformation, and simplifying operation procedures
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
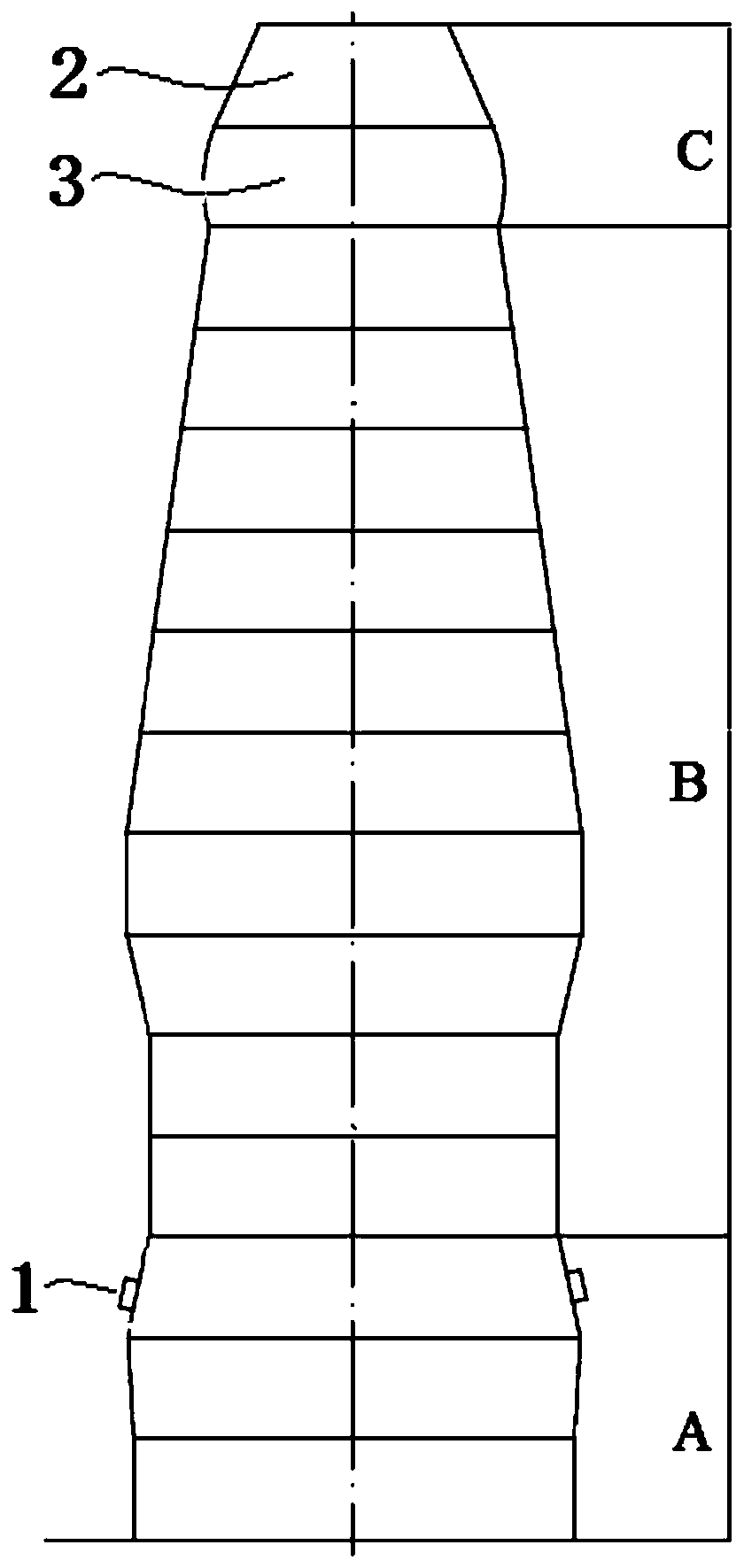
[0045] Such as figure 1 As shown, the medium-sized blast furnace shell replacement process of the present embodiment comprises the following steps:
[0046] Step 1: Remove the old furnace shell and build an operating platform in the furnace;
[0047] Step 2: Make each belt furnace shell according to the drawings, weld the longitudinal seam of each belt furnace shell, make each belt furnace shell be cylindrical, and mark each belt furnace shell;
[0048] Step 3: Install the furnace shell of hearth part A, adopt the belt-by-belt installation method, that is, after each belt of furnace shell is hoisted, immediately weld the outer weld between the belt furnace shell and the installed furnace shell, and then Weld the inner weld seam between the belt furnace shell and the installed furnace shell, and then install the next belt furnace shell until the tuyere belt 1 is installed; step 4: install the furnace shell of the furnace body part B, Multi-belt installation welding is adopted...
Embodiment 2
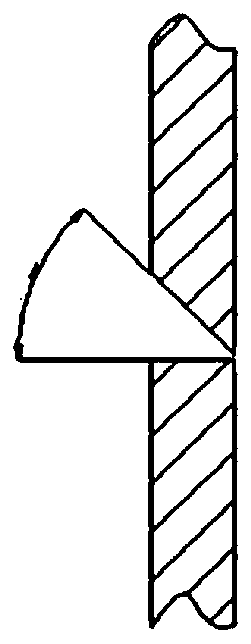
[0057] Such as figure 2 As shown, the medium-sized blast furnace shell replacement process of this embodiment is similar to that of Embodiment 1, the difference is that, during welding, the groove of the annular seam between every two belt furnace shells is V-shaped on one side and one side (reserved 3mm gap), the opening faces the outside of the furnace body, and the angle of the groove is 40°-60° (in specific applications, the angle of the groove can be selected from 42°, 45°, 50°, 55°, 58° or 60°, etc. value).
[0058] In this embodiment, the unilateral V-shaped groove facing the outer side of the furnace body can obtain more effective weld thickness on the outer side of the furnace shell, which is beneficial to improve the connection strength of the annular seam. Moreover, the amount of weld seam cleaning required on the inner side of the ring seam of the furnace shell is also reduced, and the amount of welding required on the inner side of the ring seam is also less, an...
Embodiment 3
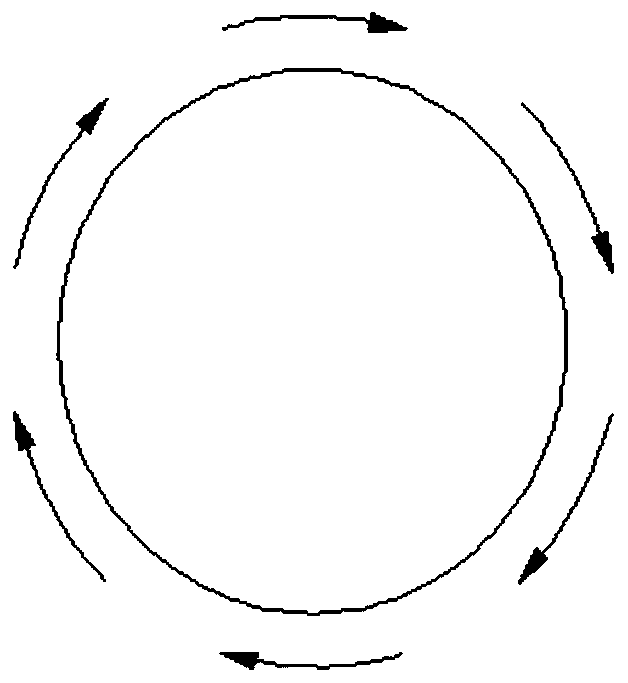
[0060] The medium-sized blast furnace shell replacement process of this embodiment is similar to that of Example 2, the difference is that, when welding the same circular seam between the furnace shells, 6 (or 4 and 8) welders are used simultaneously and symmetrically Welding, the welding direction of all welders should be consistent. When each welder welds the annular seam between the furnace shells, multi-layer and multi-pass welding is used, and the thickness of each layer of weld seam does not exceed 6mm (in specific applications, the thickness of the weld seam can be selected from 5.5mm, 5.0mm, 4.5mm . , 9.0mm, 8.5mm, 8.0mm, 7.5mm, 7.0mm, 6.5mm, 6.0mm, 5.5mm, 5.0mm and other values). The welding joints welded by adjacent welders are staggered, and the welding joints between the welds are evenly distributed. 6 welders back off welding in sections image 3 as shown,
[0061] In this embodiment, in order to reduce the thermal stress deformation of the furnace shell durin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More