

A method of cold extrusion wave shaping for curved parts
A technology of cold extrusion and arc-shaped parts, which is applied in the direction of metal extrusion dies, etc., can solve the problems of high shape and position accuracy, large internal stress of arc-shaped parts, and large springback, so as to improve forming accuracy and reduce springback deformation effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
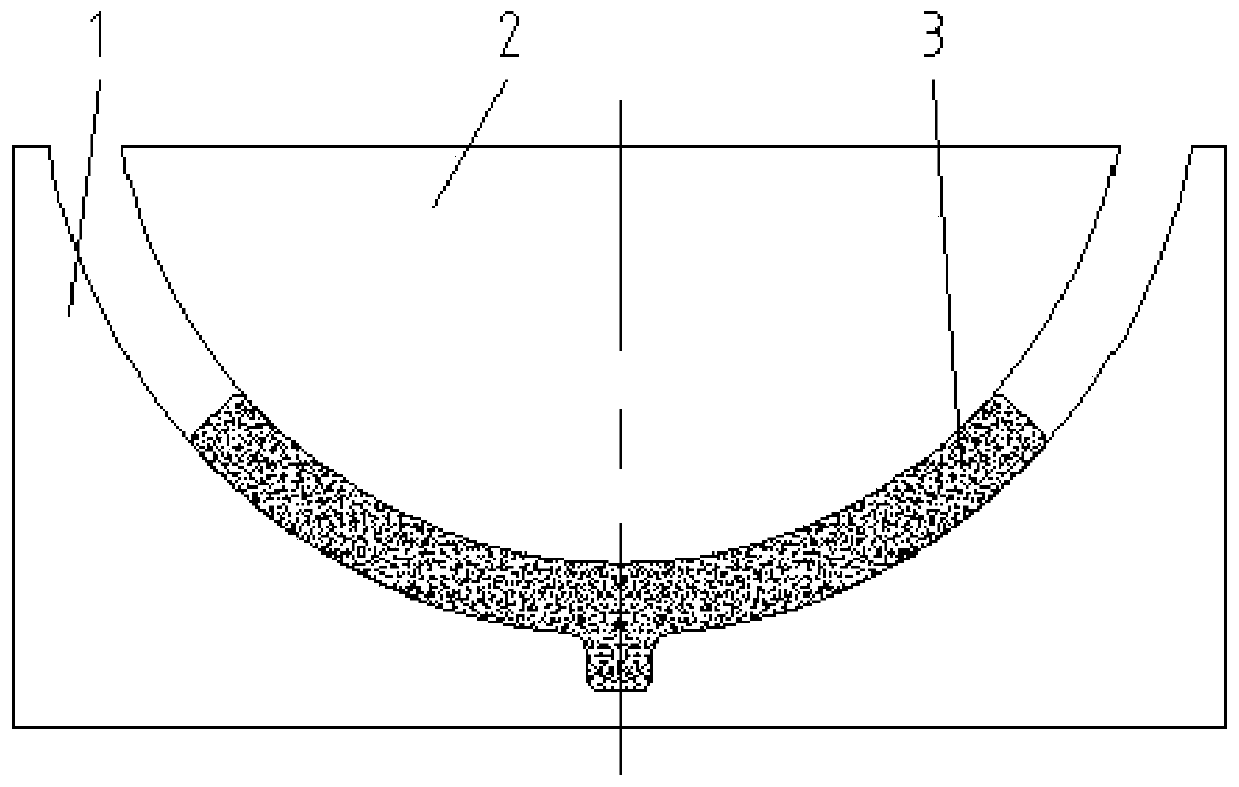
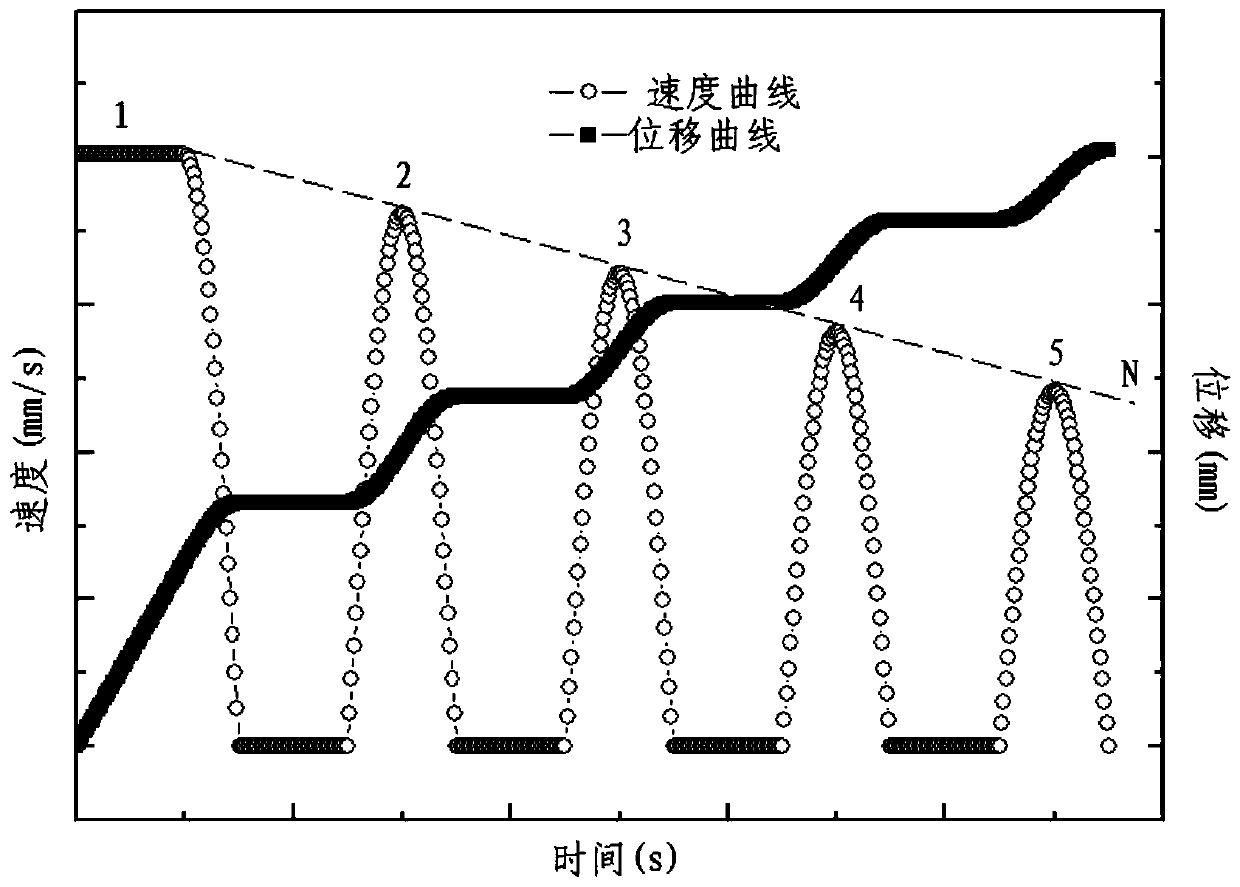
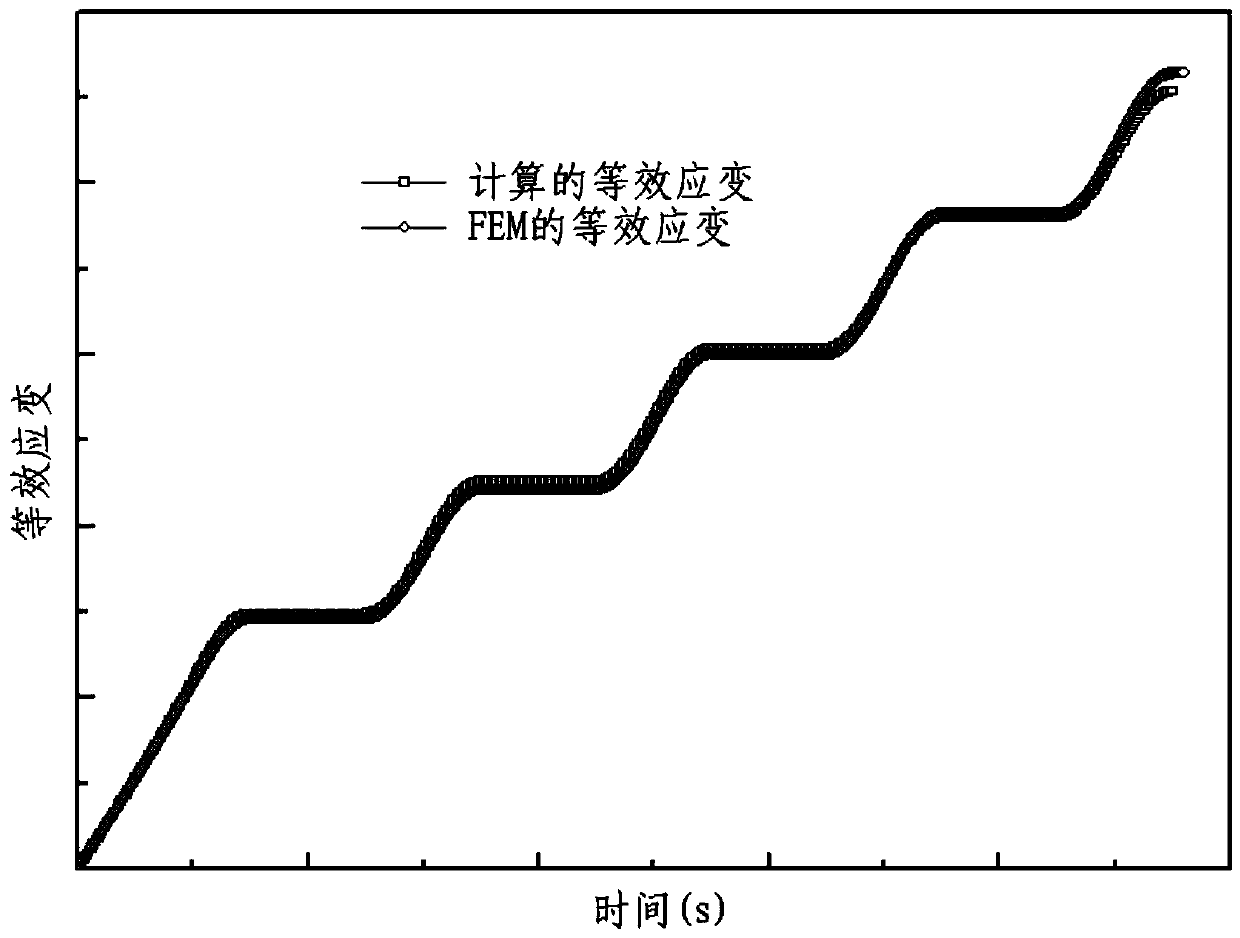
[0021] Taking the pure copper arc-shaped piece as the implementation object, the main body thickness of the blank is 4mm, and the cold extrusion shaping die is as follows: figure 1 As shown, the loading on the upper die of cold extrusion includes 10 periodic composite velocities, in which the amplitude of the fluctuating velocity in the adjacent effective plastic deformation cycle decreases from 0.2mm to 0.02mm in turn, and the fluctuating velocity frequency is 1.6 Hz, the number of discrete points is 100, and the loaded compound speed and trajectory are as follows figure 2 As shown in the figure, the upper mold sequentially performs multiple cycle forming on the billet downwards, such as accelerating loading, decelerating loading, and holding pressure. Using the same method, set the wave recombination speed in the finite element (FEM) simulation software, and import the pure copper material model to simulate and analyze the wave shaping process of cold extrusion of arc parts...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More