

A Method for Integral Forming of Large Aluminum Tailored Welded Blank Head with Uniform Performance
An integral forming, aluminum alloy technology, used in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problem of uneven distribution of wall thickness and mechanical properties, and achieve improved mechanical properties, uniform wall thickness, and uniform mechanical properties. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0020] Specific implementation mode one: combine Figures 1 to 4 , this embodiment is a method for integrally forming a large-scale aluminum alloy tailored welded blank head with uniform performance, which is completed according to the following steps:
[0021] 1. Friction stir welding: Large-scale aluminum alloy tailor welded blanks are prepared by adopting the friction stir welding method with a welding advance speed of 200 mm / min to 400 mm / min and a rotation speed of 800 rpm to 1000 rpm, and the width of the large aluminum alloy tailor welded blanks is ≥ 4000 mm ;
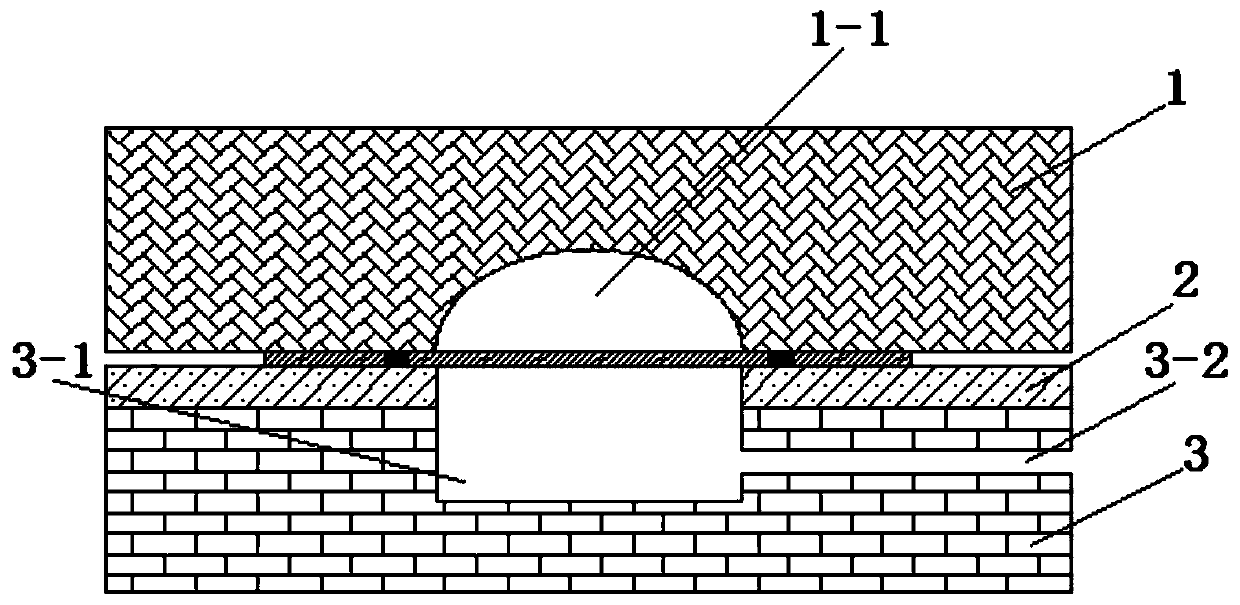
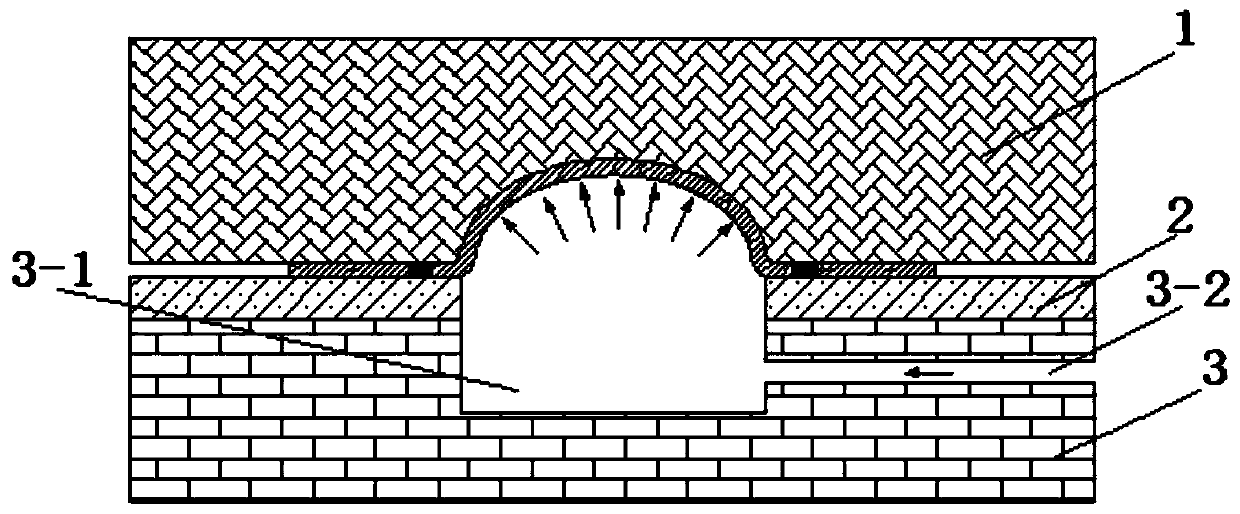
[0022] 2. Partial bulging: Local bulging of large aluminum alloy tailor-welded blanks is carried out by using a local pre-expansion mold, which includes a local bulging die 1, a pre-expansion die 2, and a liquid-filled chamber 3. 3 is provided with a cylindrical inner cavity 3-1, and the cylindrical inner cavity 3-1 of the liquid-filled chamber 3 communicates with the liquid medium cavity of the hydraulic syste...
specific Embodiment approach 2
[0026] Specific embodiment 2: The difference between this embodiment and specific embodiment 1 is that in step 2, the inner diameter of the end of the large-scale aluminum alloy tailor welded blank head is set to be A, and the distance between adjacent welds on the large aluminum alloy tailor-welded blank is B, when A-B > 2500mm, set two auxiliary cavities on both sides of the dome-shaped cavity 1-1 of the local bulging die 1, and the distance between the outer edges of the two auxiliary cavities H ≤ large aluminum alloy tailor welded blank head The inner diameter A of the end of the dome-shaped mold cavity 1-1 and the auxiliary mold cavity is assumed to be h, and the weld width of the large aluminum alloy tailored welded blank is b, then h≥2b; the large aluminum alloy The tailor-welded blank is placed between the local bulging die 1 and the pre-expansion die 2 of the partial pre-expansion die, and the weld seam of the large aluminum alloy tailor-welded blank is ensured to be l...
specific Embodiment approach 3
[0027] Embodiment 3: This embodiment differs from Embodiment 1 or Embodiment 2 in that: in step 1, a large-scale aluminum alloy tailor welded blank is prepared by adopting a friction stir welding method with a welding advance speed of 200 mm / min and a rotation speed of 800 rpm. Others are the same as those in Embodiment 1 or 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More