

A parallel metal three-dimensional printing method based on induction melting
A three-dimensional printing and induction melting technology, applied in the field of additive manufacturing, can solve the problems of inability to achieve parallel molding, stress accumulation, slow molding speed, etc., to eliminate the problem of molding thermal stress, eliminate residual stress accumulation, and reduce surface roughness. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be described in further detail below in combination with specific embodiments.
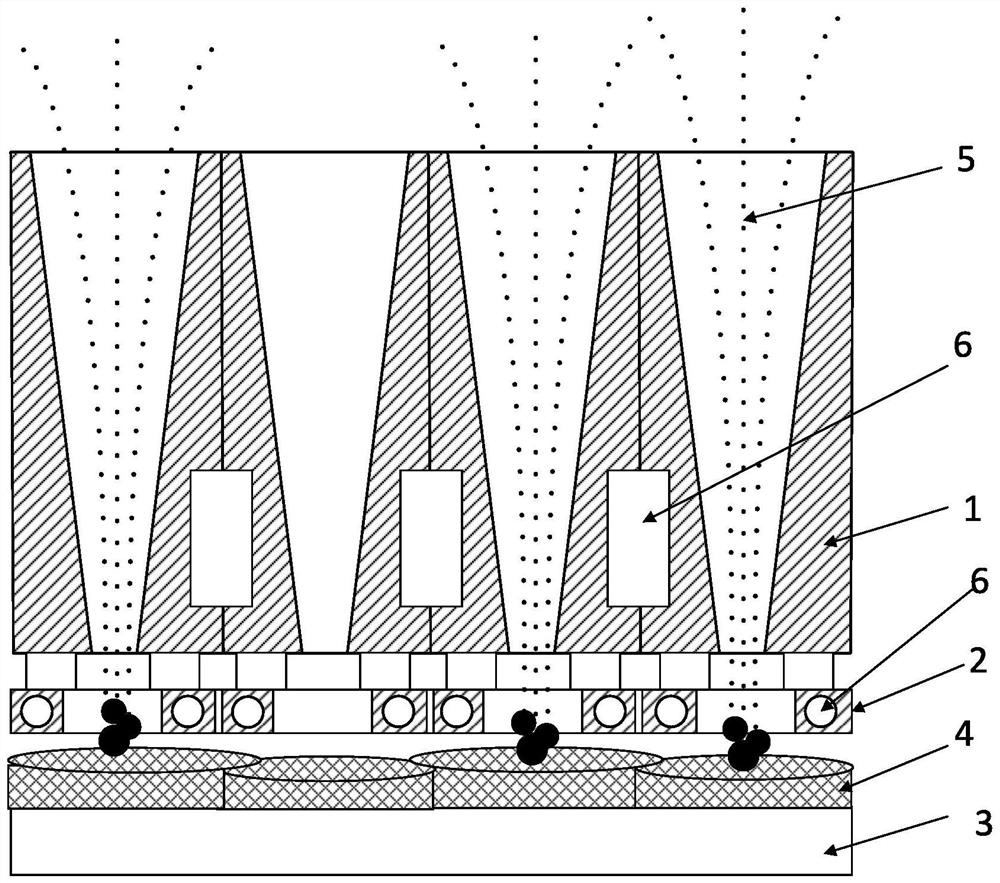
[0034] Such as figure 1 As shown, the present invention provides a parallel metal powder induction smelting forming array plate, including a parallel nozzle array composed of several powder feeding nozzles 1 and an induction coil 2, and the induction coil 2 is a high-frequency induction coil or an intermediate frequency induction coil. The induction coil, the induction coil 2 can be one or more; if it is one, it is arranged at the exit end of the parallel nozzle array, and the inner ring of the coil is required to include the parallel nozzle array, that is, the induction coil 2 can The metal powder sprayed by any nozzle of the parallel nozzle array produces an induction melting effect; if there are more than one, the number is required to be equal to the number of powder feeding nozzles 1, and each induction coil 2 is fixedly arranged on each The outlet end of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More