

Environmentally-friendly dipping molds with extended life and method of manufacturing thereof
A mold and life-span technology, applied in the direction of coating, etc., can solve the problems such as dipping mold pollution, and achieve the effect of manufacturing economy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
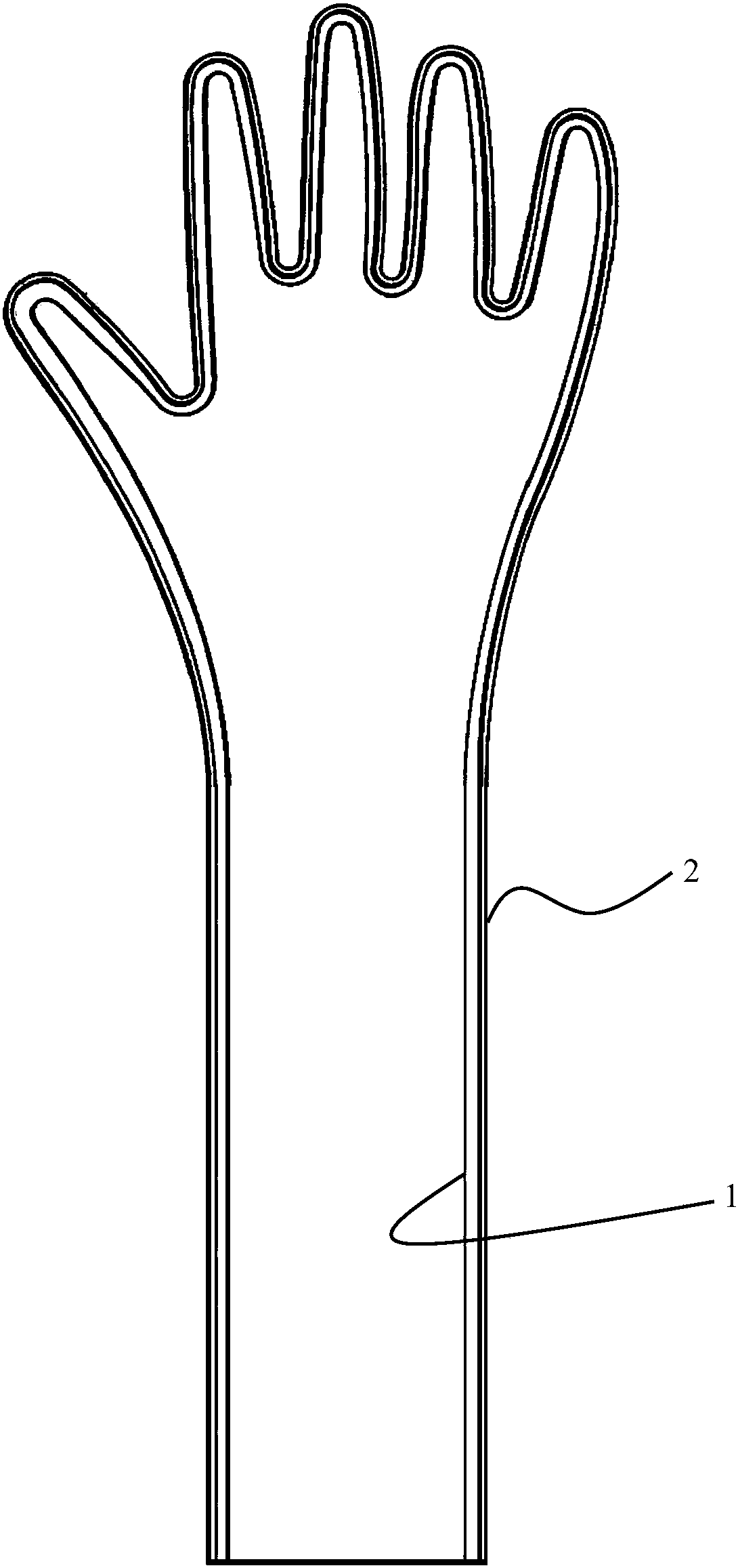
[0028] Referring to the accompanying drawings, the dipping mold with extended service life of the present invention comprises a mold core (1) encased in an outer coating (2) made of a durable material. The mold core (1) may be constructed of ceramic, aluminum or thermoplastic or any other material and the outer coating may comprise any one or combination of the following materials: including Nylon 11 TM Nylon inside TM , polyethylene, polypropylene, PVDF, PEEK, and fluoropolymers, or the exterior coating can be made of epoxy and the coating can be textured.
[0029] The invention also provides a method for manufacturing an impregnated mold having an extended life, the method comprising surrounding a mold core (1) with an outer coating (2) consisting of a durable material.
[0030]Typically, the methods involve multiple steps to achieve optimal results. Taking the manufacture of elastic gloves such as examination gloves, surgical gloves or industrial gloves as an example, fir...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More