

Thermoforming profile-followed waterway mold and machining method thereof
A processing method and thermoforming technology, applied in the direction of forming tools, additive processing, metal processing equipment, etc., can solve the problem that thermoformed parts cannot be cooled uniformly and effectively, endanger the quality and quality of thermoformed parts, and reduce the production of thermoformed parts. Efficiency and other issues, to achieve the effect of good mold surface temperature uniformity, reduced 3D printing time, and shortened cooling time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] In order to make the above objects, features and advantages of the present invention more comprehensible, specific implementations of the present invention will be described in detail below in conjunction with the accompanying drawings. It should be noted that all the drawings of the present invention are in simplified form and use inaccurate scales, and are only used to facilitate and clearly assist the purpose of illustrating the embodiments of the present invention.
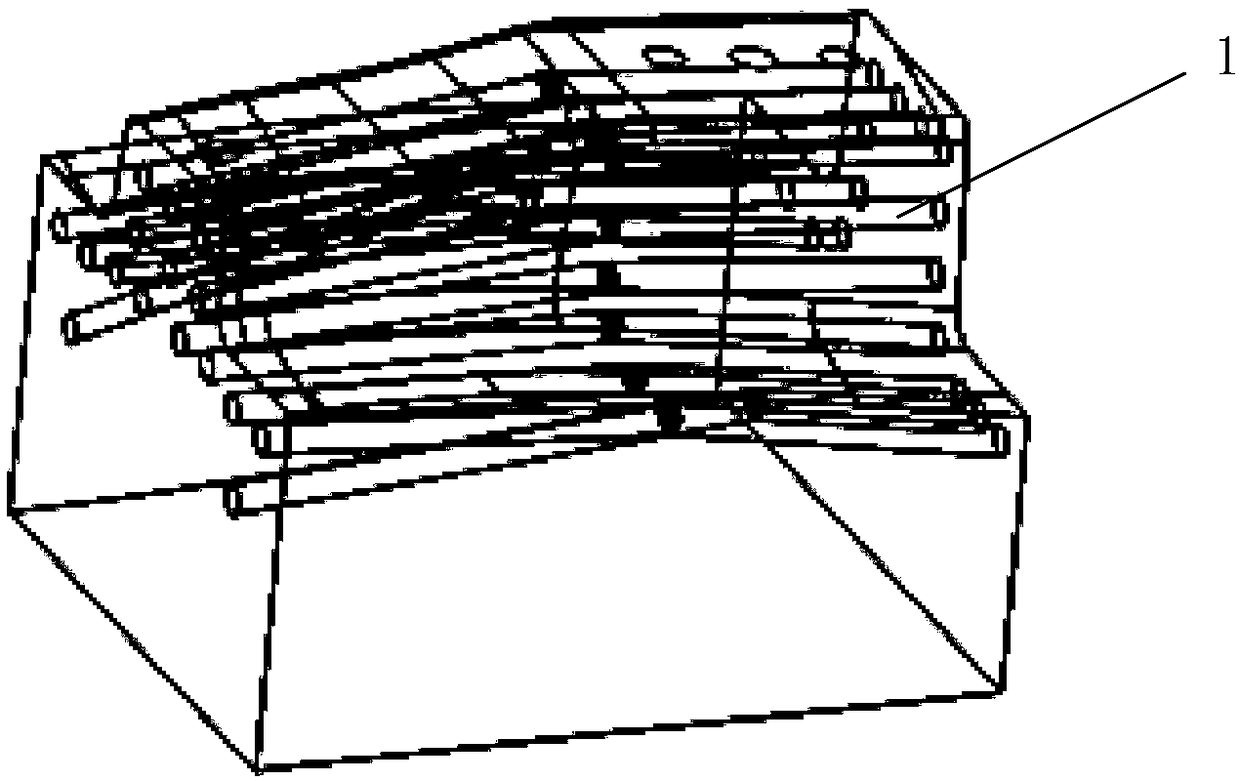
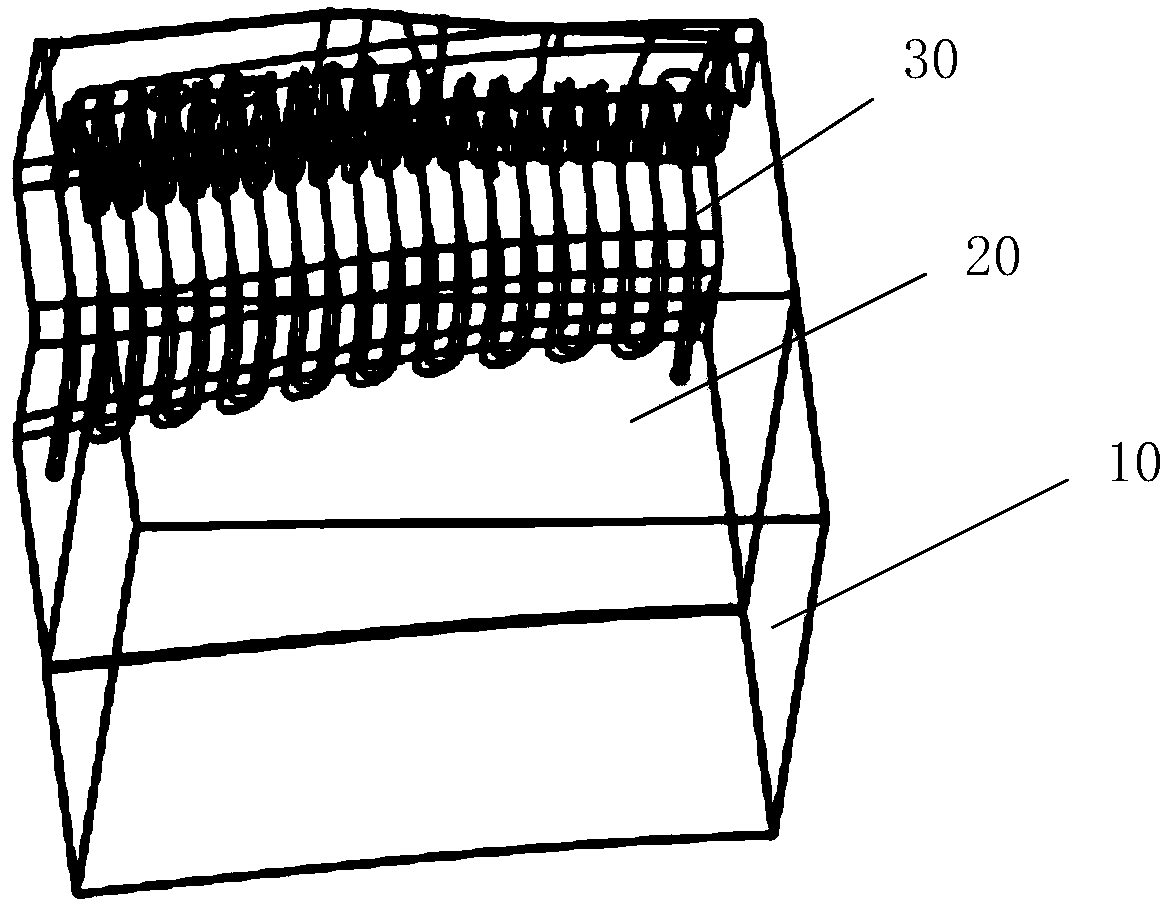
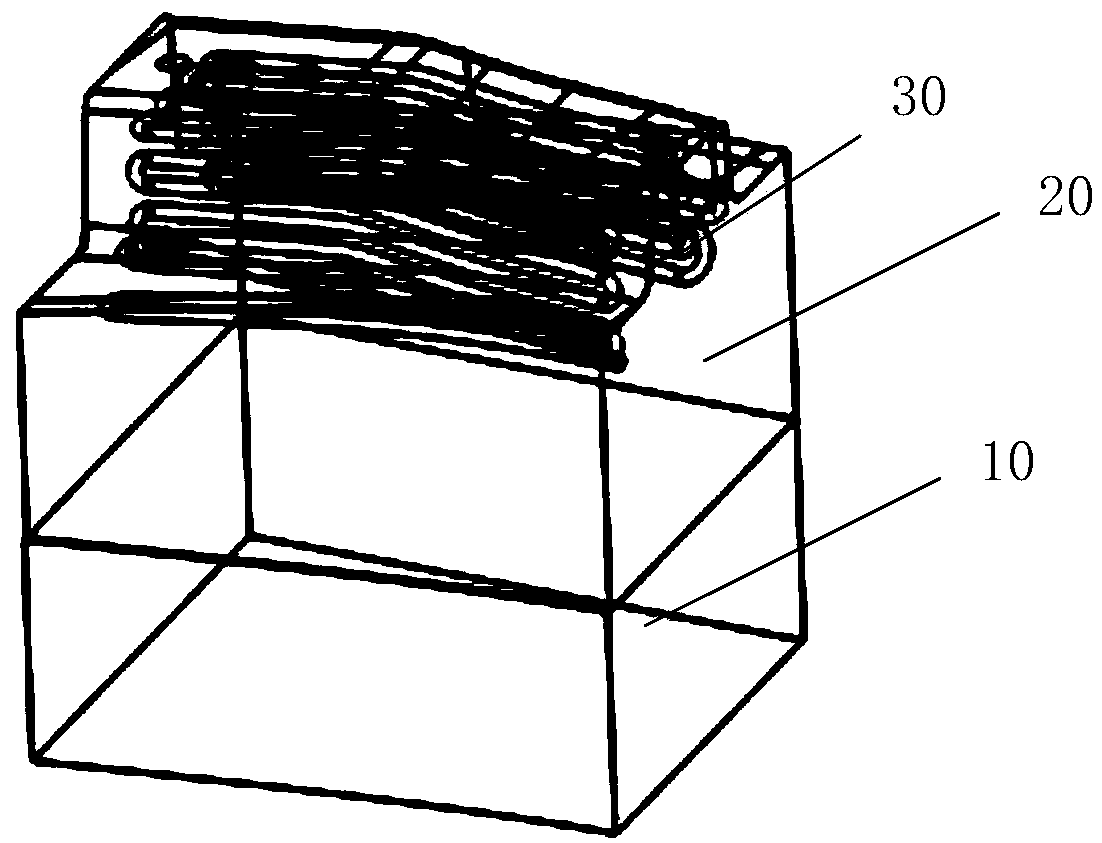
[0020] Such as figure 2 and image 3 As shown, the present invention provides a thermoformed conformal waterway mold, including: a base insert 10 and a cooling insert 20 with a conformal waterway 30 installed on the base insert 10, wherein the cooling insert The block 20 is formed by 3D printing on the base block 10, and the conformal water channel 30 is arranged in a curve along the mold surface. That is, since the molding surfaces of different molds are different, the conformal waterway 30 of the p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More