

Automatic nozzle deburring and flow adjusting method
A flow regulation and deburring technology, applied in used abrasive treatment devices, abrasives, metal processing equipment, etc., can solve problems such as aero-engine safety that affects flow stability, lack of good removal methods, and low efficiency. , to achieve the effect of good consistency, complete burr removal and high flow regulation efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
[0029] A method for automatic nozzle deburring and flow adjustment, comprising the following steps:
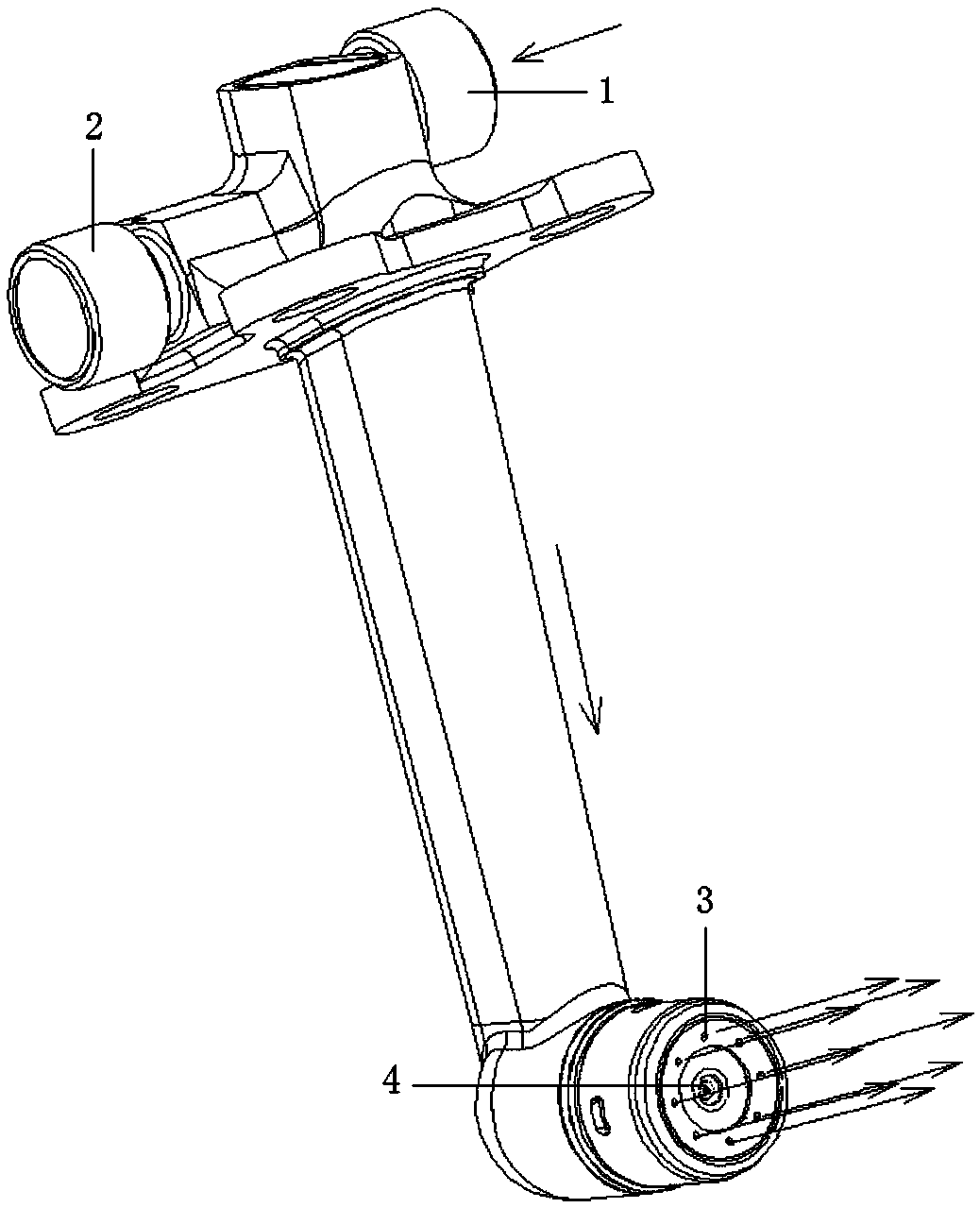
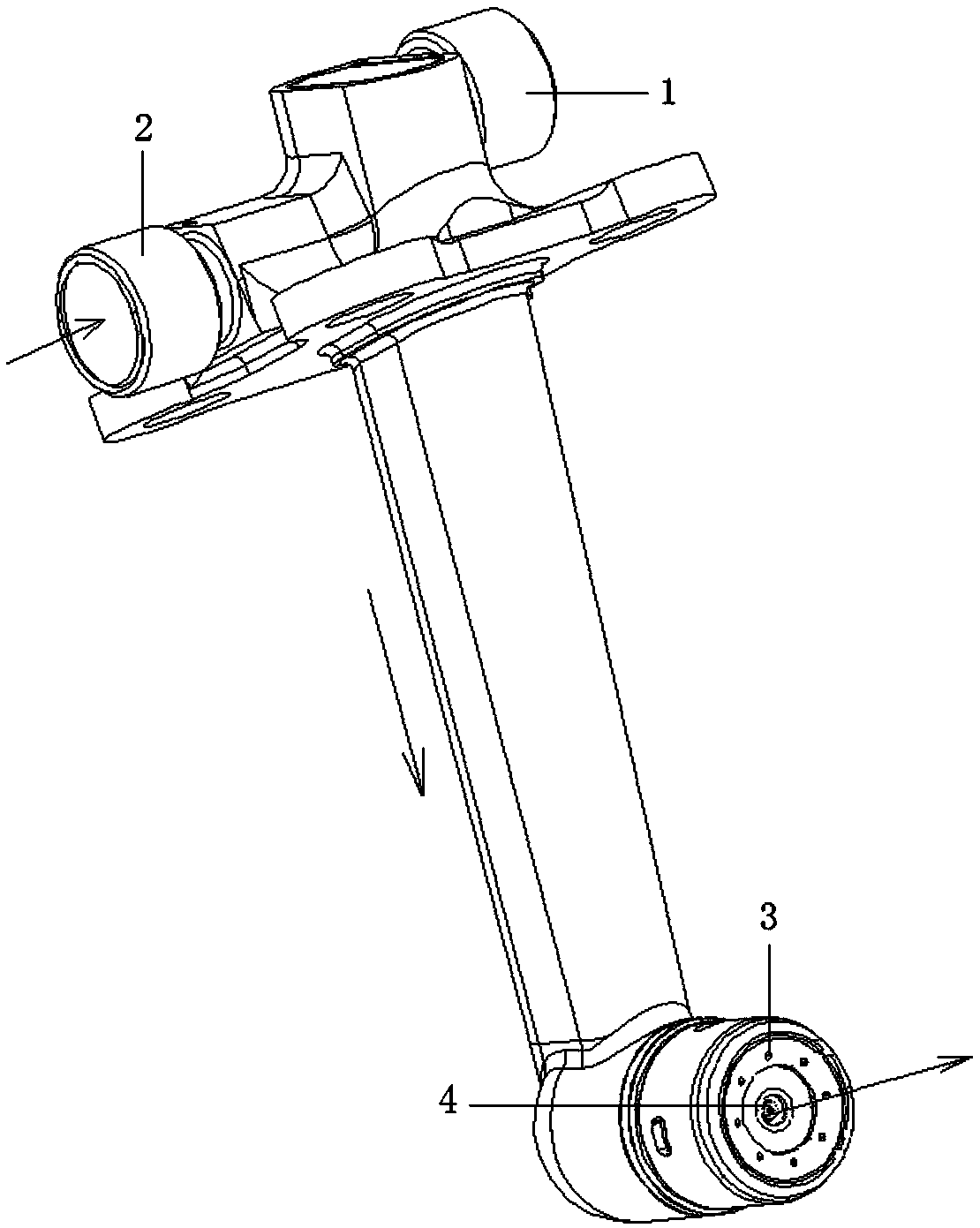
[0030] Step 1: Detect the initial flow of the nozzle through the special detection equipment for nozzle flow, and record the initial flow values of the main fuel injection port 3 and the auxiliary fuel injection port 4 respectively;
[0031] Step 2: Use abrasive flow equipment to process the main oil circuit of the nozzle, first connect the main oil inlet 1 with the abrasive flow output port of the abrasive flow equipment, and then press figure 1 The flow direction shown is to feed the water-based abrasive flow into the nozzle, and the flow direction of the water-based abrasive flow in the nozzle needs to be consistent in one direction, and the burrs on the main oil road of the nozzle are removed by the water-based abrasive flow; th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More