A method for improving the cured molding quality of L-shaped composite laminates
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A composite material layer, curing molding technology, applied in the field of composite materials, can solve the problems of L-shaped composite material laminates, such as wrinkles, to avoid uneven pressure, suppress micro-buckling, and improve the effect of curing quality
Active Publication Date: 2020-12-22
WUHAN UNIV OF TECH
View PDF12 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Therefore, there is a need for a method to solve the defect that the curvature of the L-shaped composite laminate is prone to wrinkling
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0026] Example 1: Using elastic buffer soft mold to improve the surface quality of L-shaped sample in autoclave molding
[0027] This embodiment provides a method for improving the surface quality of a composite component with curvature, which specifically includes the following steps:
[0028] (1) According to the external dimensions of the L-shaped sample, the radius of the outer chamfer is 10mm, the length of the right-angled side is 100mm, and the width is 200mm. The inner radius of the elastic buffer soft mold is determined to be 10mm, the thickness is 10mm, the length of the right-angled side is 110mm, and the width is 10mm. 220mm, see the specific size diagram Figure 4 .
[0029] (2) Referring to the size of the elastic buffer soft film designed in (1), make a mold cavity for pouring. Then take 500g of silica gel and curing agent to blend according to the mass ratio of 100:15, and pour it into the cavity after defoaming. Wait 12 hours for the silicone to fully cure....
Embodiment 2
[0033] Example 2: Using elastic buffer soft film to improve the surface quality of L-shaped sample in autoclave forming
[0034] This embodiment provides a method for improving the surface quality of a composite component with curvature, which specifically includes the following steps:
[0035] (1) According to the design dimensions of the L-shaped sample, the radius of the outer chamfer is 14mm, the length of the right-angled side is 120mm, and the width is 220mm. , the thickness is 8mm and the specific size diagram is shown in Figure 7 .
[0036] (2) According to the external dimensions determined in step (1), the natural rubber elastic cushioning soft mold is customized, and its Shore hardness is required to be between 50±20HA, and the elongation at break is greater than 100%.
[0037] (3) After the elastic cushioning soft mold is finished, use a hollow needle to drill uniform vent holes with a diameter of 1mm and an interval of 8mm on the silicone pad, such as Figure ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
elongation at break
aaaaa
aaaaa
elongation at break
aaaaa
aaaaa
Login to View More
Abstract
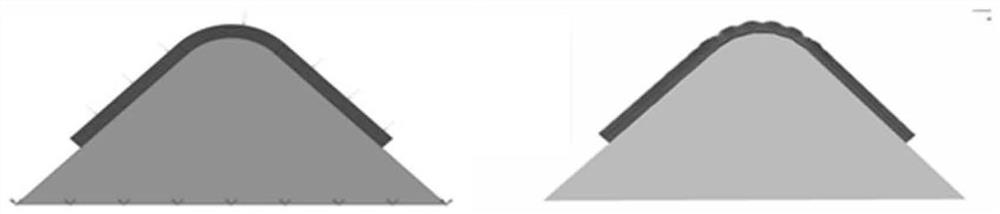
The invention discloses a method for improving a curing forming quality of an L-shaped composite material laminated plate. The method comprises the following steps that (1), an elastomer material is selected, and an elastomer buffer flexible film is manufactured according to the contour dimension of a component; (2) vent holes are uniformly formed in the elastomer buffer flexible film in the thickness direction after the elastomer buffer flexible film is formed; and (3) the L-shaped composite material component is prepared, a prepreg laminated layer is paved on a rigid die according to the paving ratio, the outer surface of the laminated layer is covered with the prepared elastomer buffer flexible film, and a vacuum bag pressing method or a drying oven is adopted for curing and forming according to the set temperature and pressure curves. According to the method, the pressure borne by a part with the curvature of the composite material component in the forming process can be balanced through the introduction of the elastomer buffer flexible film, fibers can be prevented from generating micro-bending in the forming process, fiber wrinkles are prevented from being generated on the surface of the composite material laminated plate, and therefore the surface quality of the composite material laminated plate is improved, and the stability of the outer side dimension of the compositematerial component with the curvature is ensured.
Description
technical field [0001] The invention relates to the technical field of composite materials, in particular to a method for improving the curing molding quality of an L-shaped composite material laminate. Background technique [0002] Due to their high specific strength and high specific modulus, composite materials have been widely used in the aerospace field, and are regarded as key materials for the manufacture of new rail transit and new energy vehicles. With the development of composite component manufacturing towards integration, the structural shape becomes more and more complex, and a large number of curvature-containing parts appear. Taking composite wings as an example, L-shaped composite components are widely found in spar, rib and long truss structures. At present, a large number of composite material components are prepared by the prepreg process. The prepreg laminate is laid on the outer surface of the mold, sealed with a vacuum bag, and cured in an autoclave or...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More