

Sealing cushion ring and forming method thereof
A technique for sealing gaskets and forming methods, which is applied in the direction of engine sealing, engine components, mechanical equipment, etc., can solve the problems of increasing production costs, etc., and achieve the effects of easy production, meeting the needs of use, and good sealing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] The embodiments of the present invention are described in detail below. Examples of the embodiments are shown in the accompanying drawings, wherein the same or similar reference numerals represent the same or similar elements or elements with the same or similar functions. The embodiments described below with reference to the drawings are exemplary, and are only used to explain the present invention, but should not be understood as limiting the present invention.
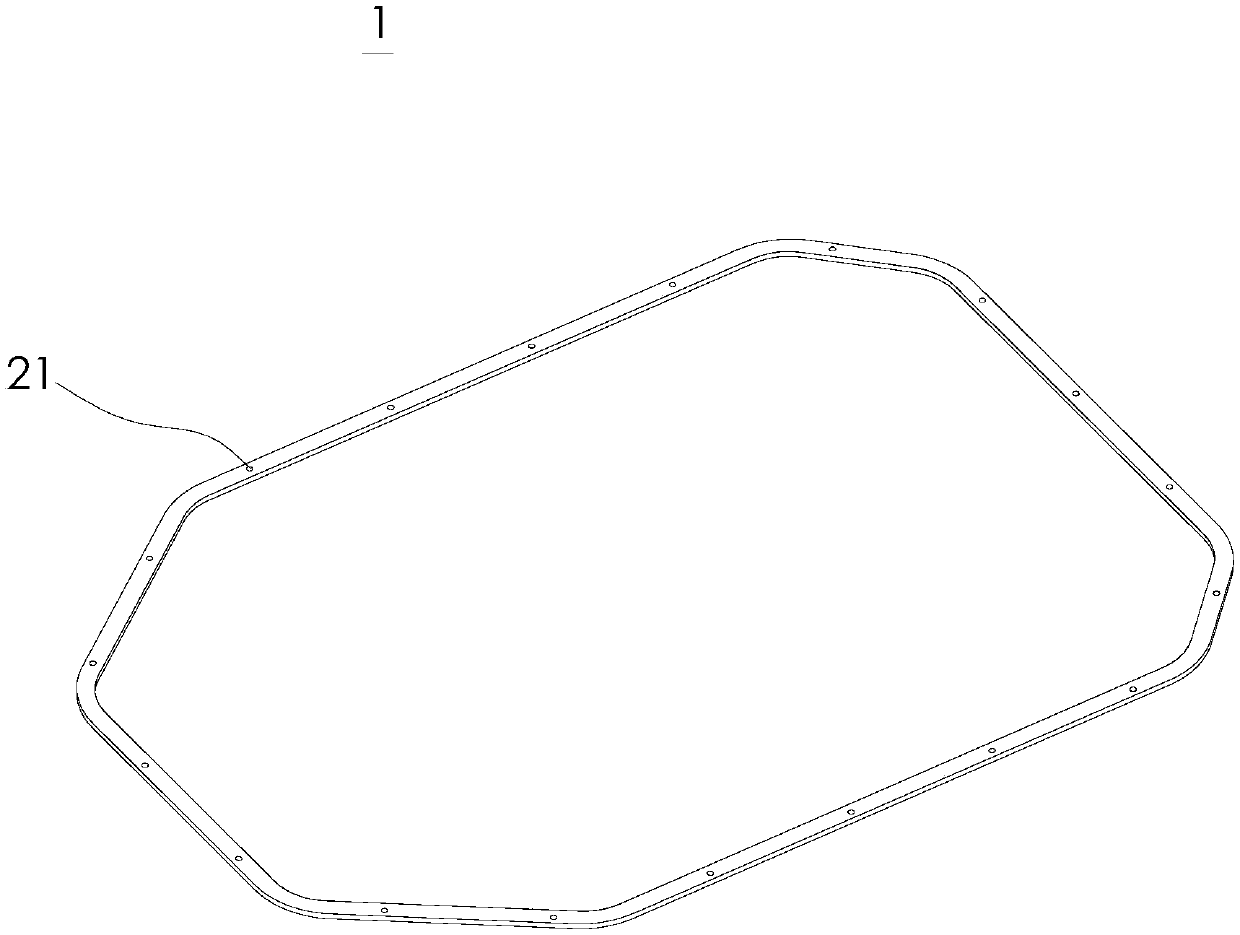
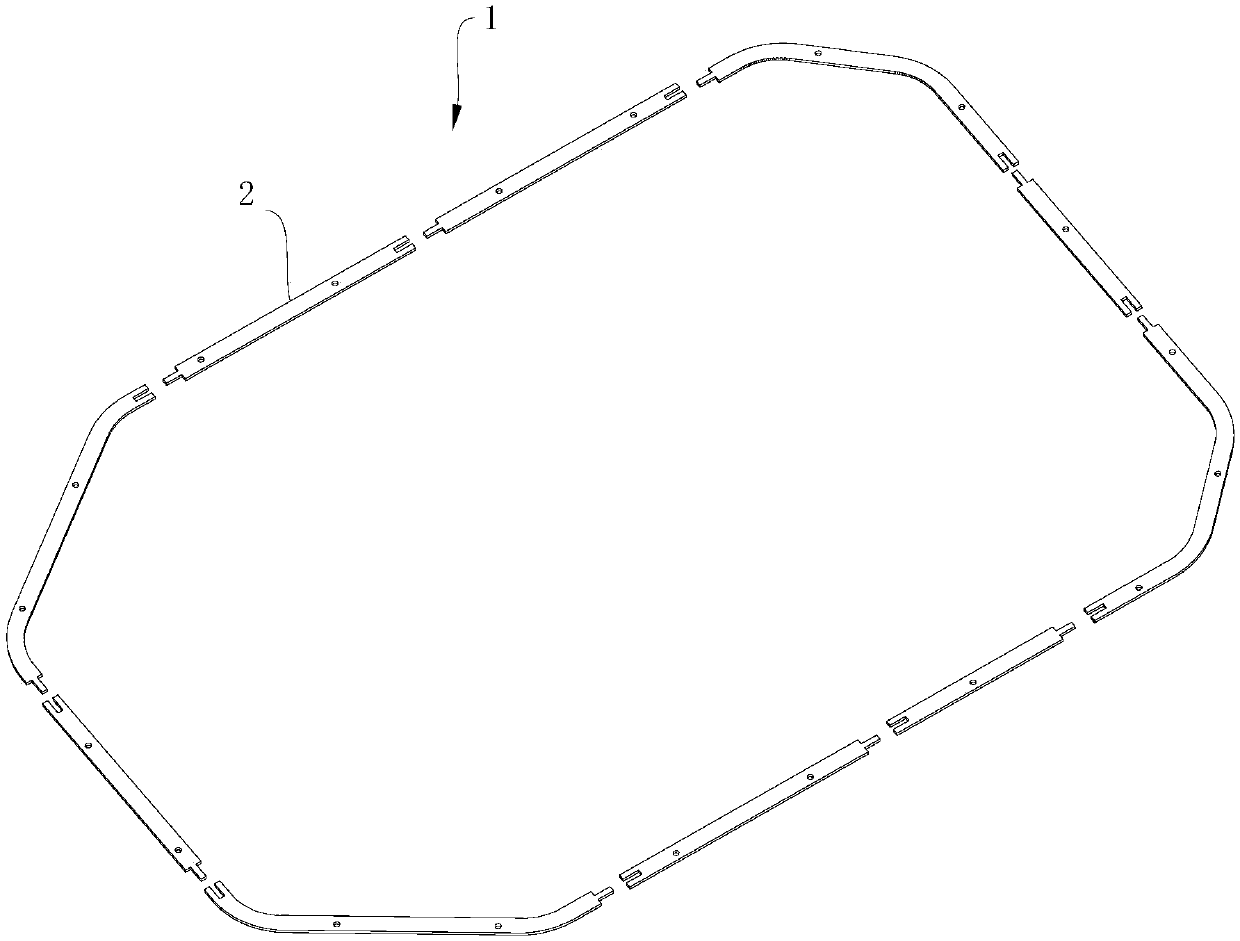
[0047] The sealing gasket 1 according to the embodiment of the first aspect of the present invention will be described below with reference to the drawings.
[0048] Such as figure 1 with figure 2 As shown, the sealing gasket 1 according to the embodiment of the present invention includes: at least two components 2, and the at least two components 2 are bonded in order from end to end to form a closed ring.
[0049] Specifically, at least two are, for example, two, three, five, ten, etc. The specific number of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More