Welding fixture for high-end equipment manufacturing
A welding fixture and equipment technology, applied in the field of welding fixtures for high-end equipment manufacturing, can solve the problems of high welding cost and low welding efficiency, and achieve the effects of improving quality, avoiding jitter, and reducing direct impact.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further described below in conjunction with specific embodiments.
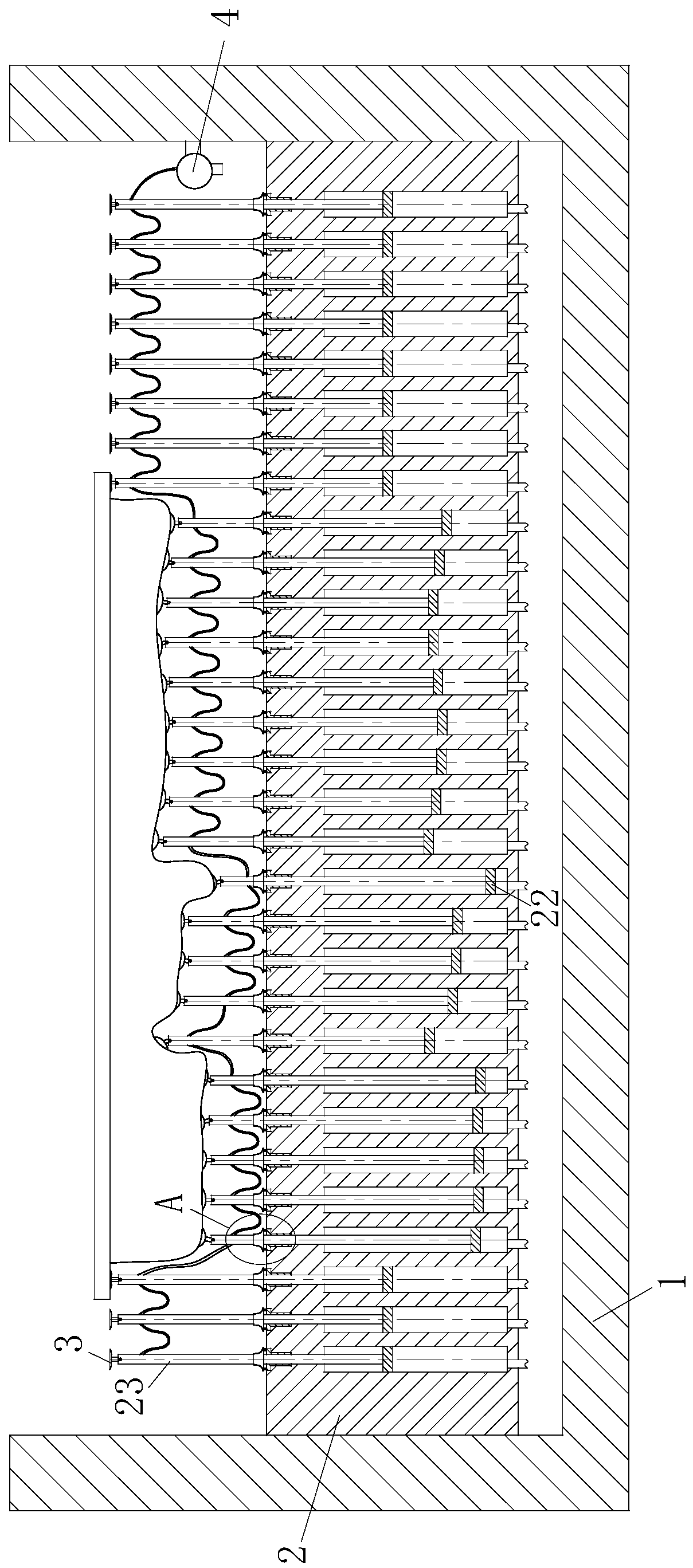
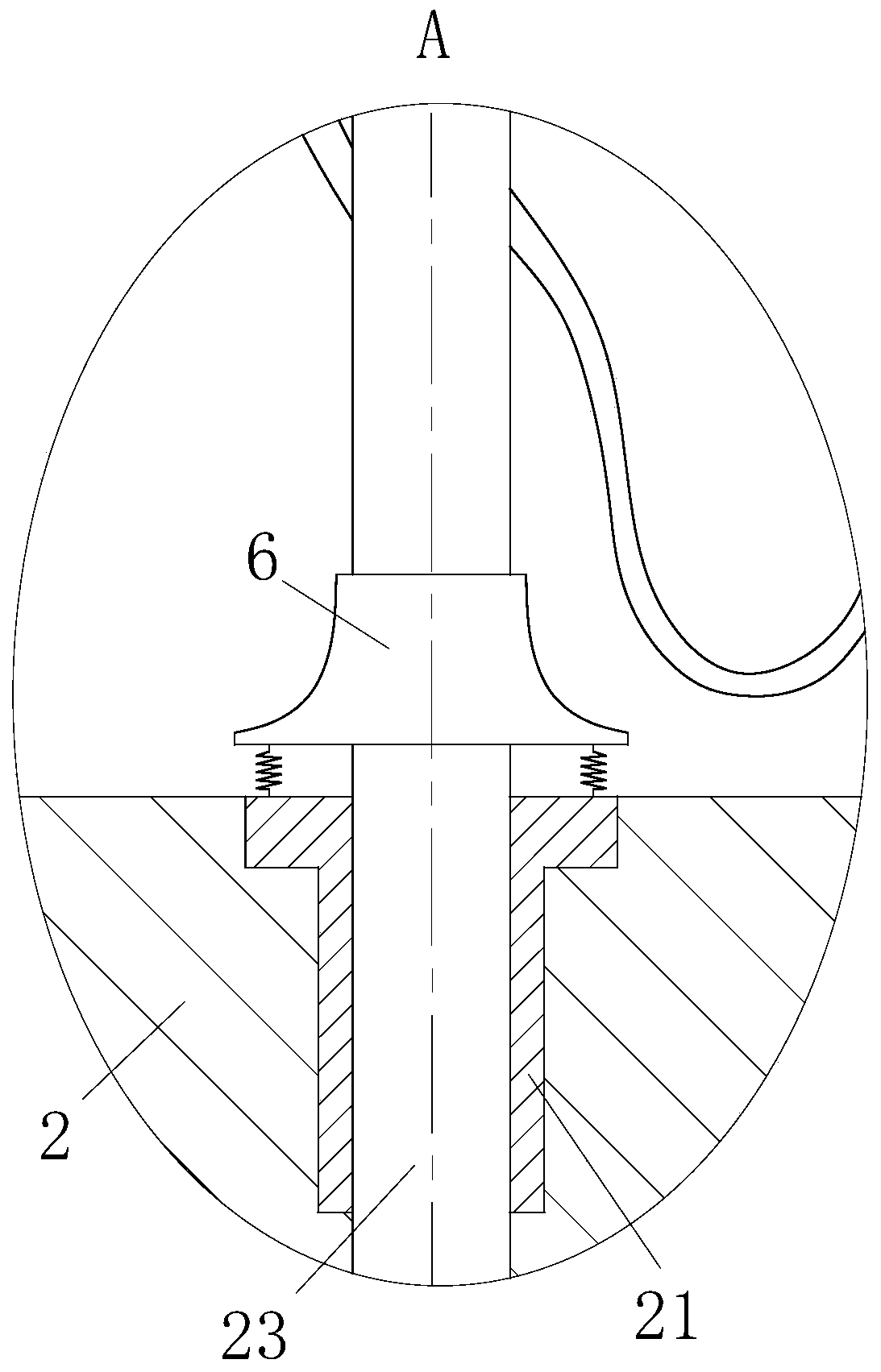
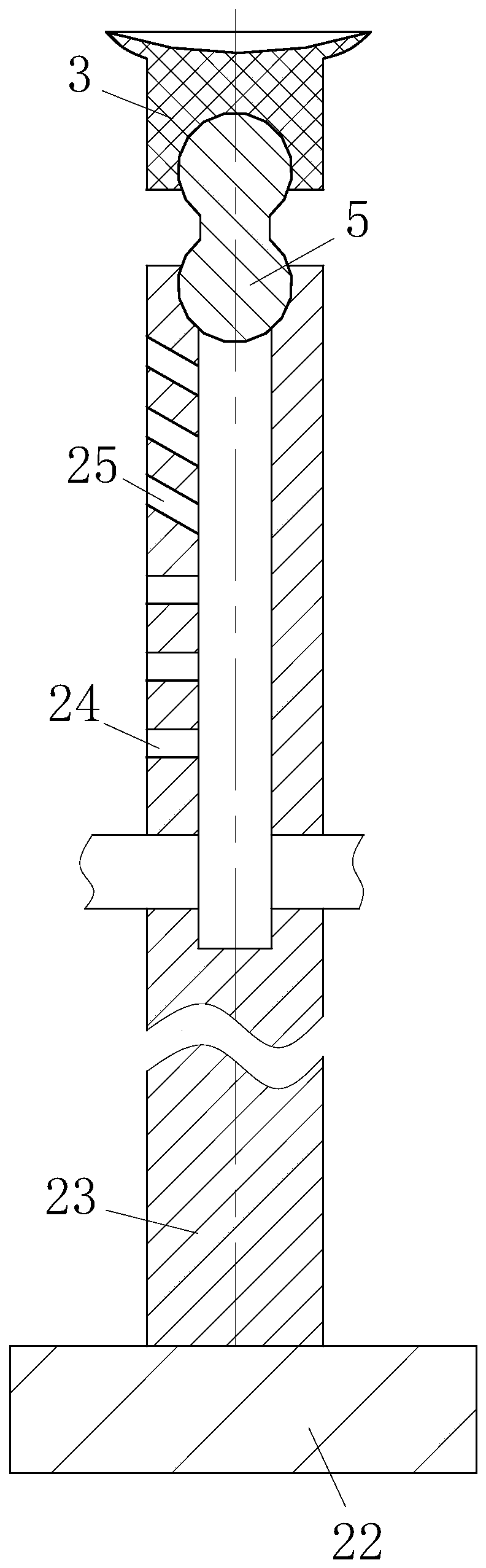
[0027] Such as Figure 1 to Figure 8 As shown, a welding jig for high-end equipment manufacturing according to the present invention includes a fixed frame 1, a support plate 2 is arranged inside the fixed frame 1, and a cavity is evenly provided on the support plate 2, and a support plate is provided in the cavity. 2. The through hole connected above, and a linear bearing 21 is installed in the through hole; a piston plate 22 is arranged in the cavity, and a piston rod 23 is arranged on the piston plate 22, and the upper end of the piston rod 23 passes through the through hole and the linear bearing 21 There is also a suction cup 3 inside; a gas pipe and a solenoid valve are connected to the lower end of the cavity; the support plate 2 is evenly ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



