

Combined forging method for 300m steel rocker arm forging
A forging and die forging technology, applied in the field of joint forging of 300M steel rocker arm forgings, can solve the problems of difficulty in ensuring the overall length accuracy of forgings, low forming rate of forgings, large forming force, etc., to ensure reliability and reduce stress. Area, the effect of reducing equipment tonnage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
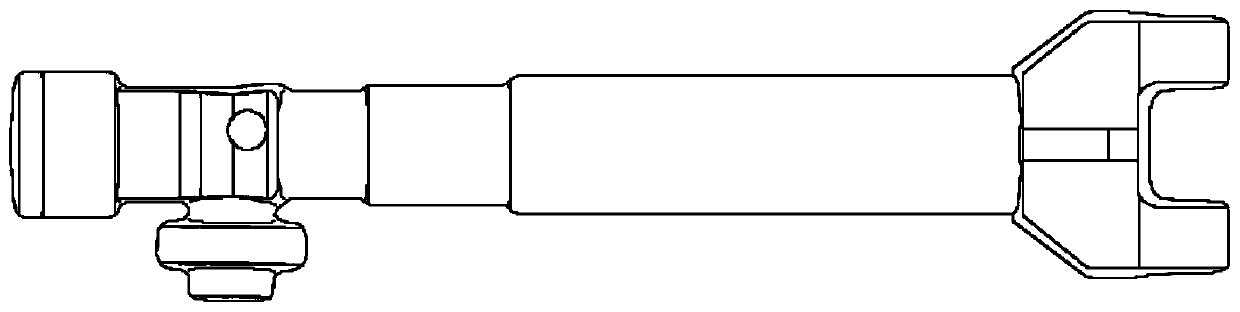
[0013] Such as figure 1 As shown, the two ends of a 300M steel rocker forging are asymmetrical structures, the total length is 1282mm, the overall forming requires 14 tons of die forging equipment, and the forming force requires large tonnage equipment, and the 300M steel rocker forging used in this embodiment The combined forging method of arm forgings can use small tonnage equipment to produce large-size forgings.
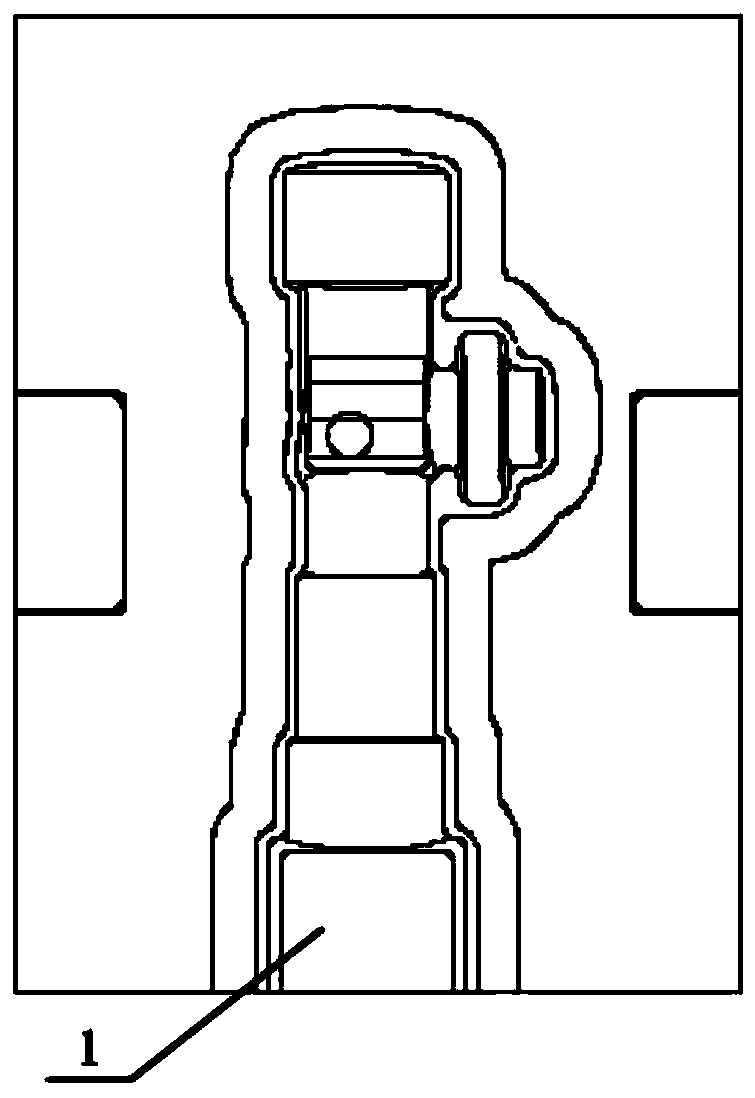
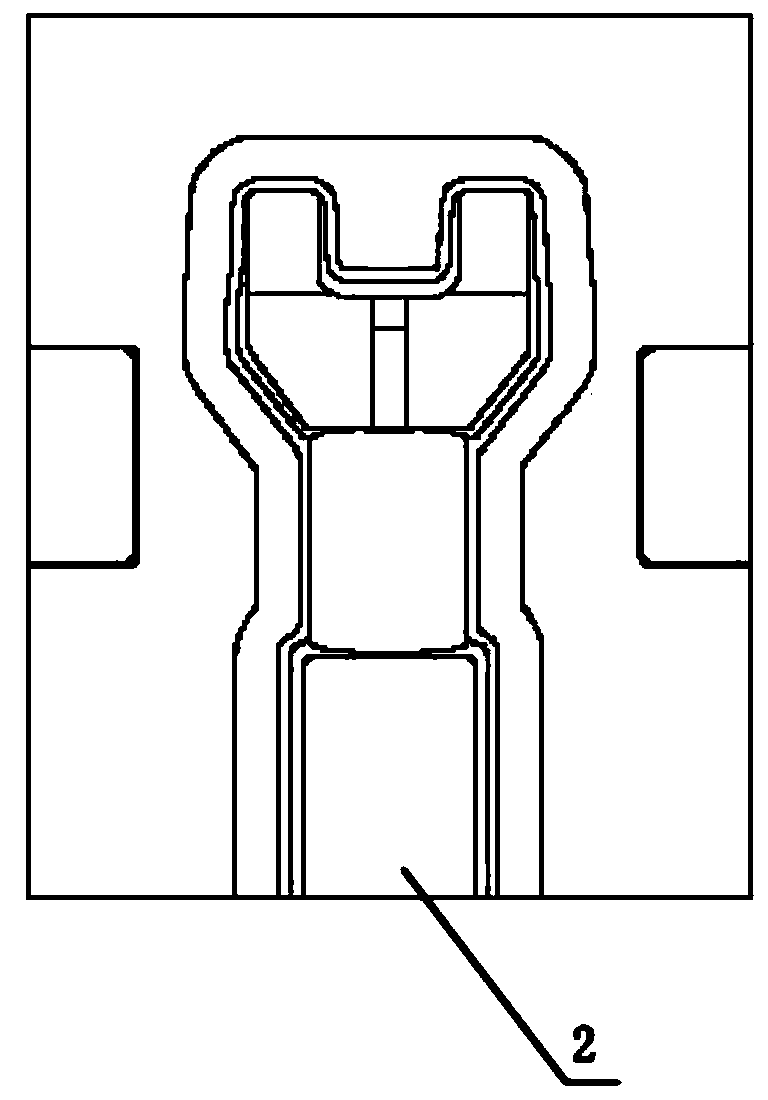
[0014] to combine Figure 1-3 As shown, the present invention provides a method for combined forging of 300M steel rocker arm forgings, the steps are as follows:
[0015] Step 1: Cutting the material: cutting the steel bar with the material grade of 300M and the diameter of 250mm into a length of 600mm;
[0016] Step 2: Heating: fixed temperature 1050°C, holding time 130 minutes;
[0017] Step 3: Billet making: forging the heated bar into a specified shape;
[0018] Step 4: Heating the blank: set the temperature at 1050°C, and hold the temperature for 100 min...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More