

Pipe electroplating device
A technology for electroplating equipment and pipes, applied in the electrolytic process, electrolytic components, etc., can solve the problems of unqualified copper pipe size, pipe burst, poor fluidity of electroplating liquid, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
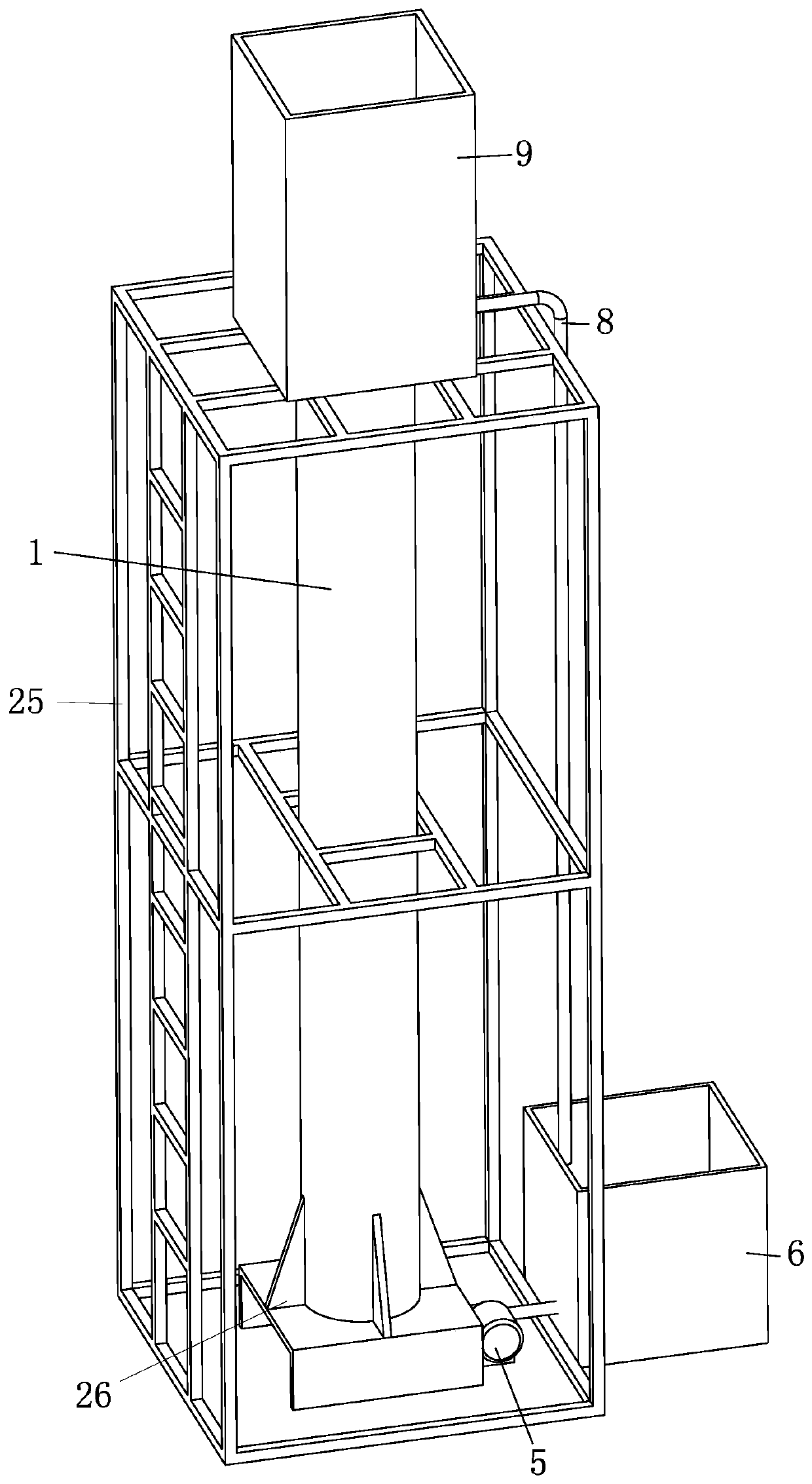
[0032] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
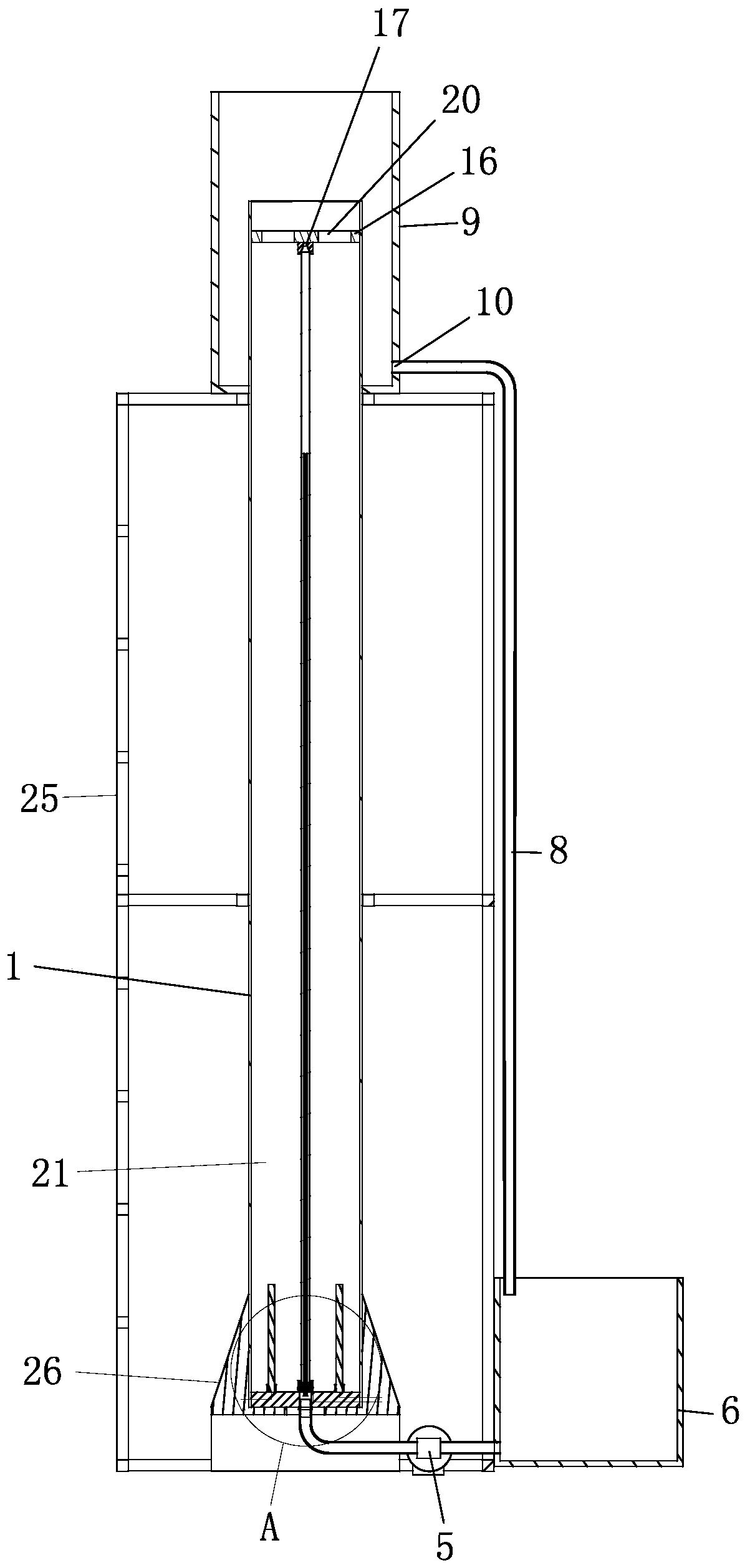
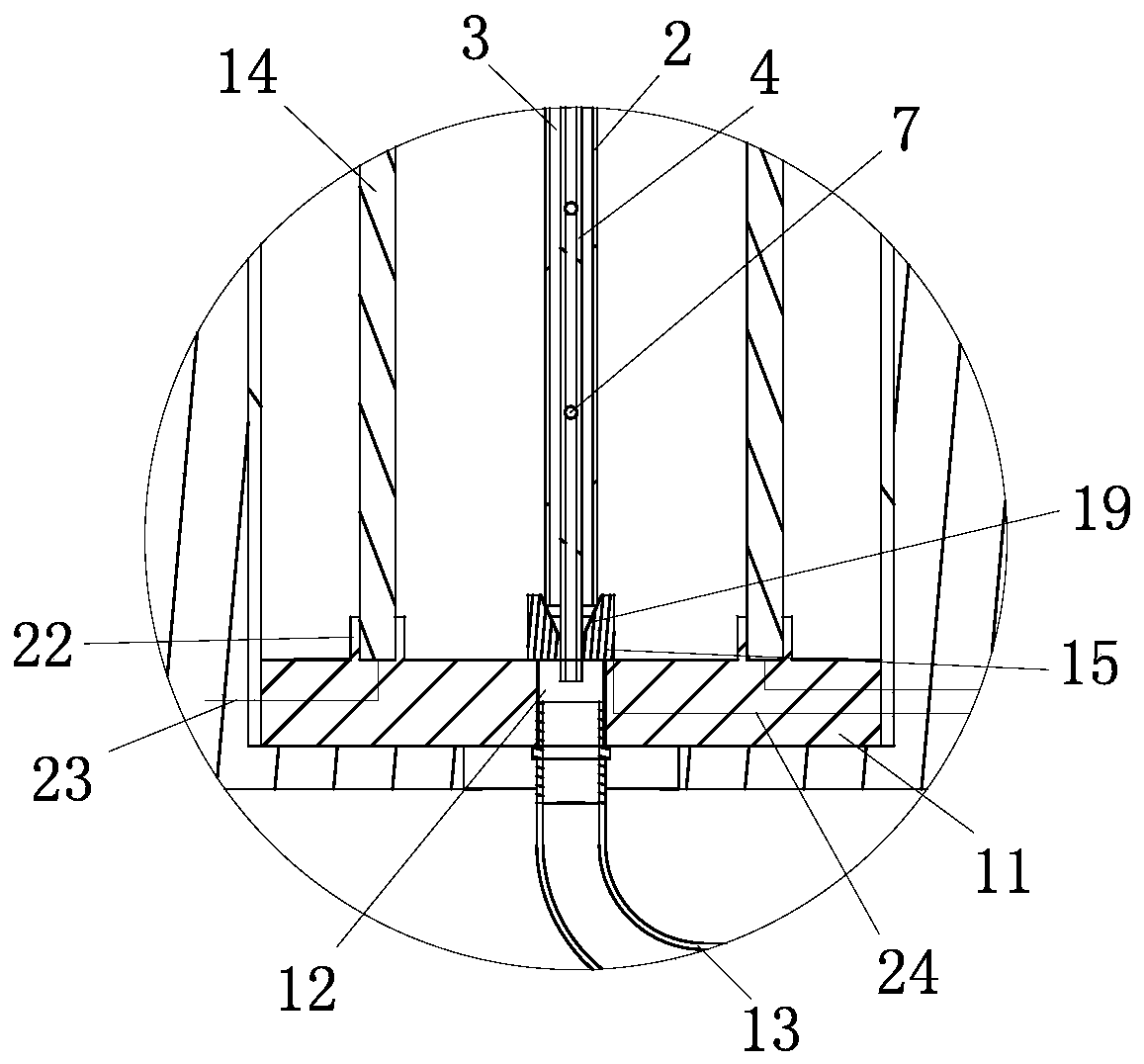
[0033] see Figure 1-Figure 4 , the pipe electroplating equipment includes an electroplating tank 1 with a chemical solution (ie, electroplating solution) inside and a tube body 2 arranged in the electroplating tank 1 and placed in the chemical solution. The inside of the tube body 2 forms an inner wall electroplating section 3, and the tube An outer wall electroplating section 21 is formed between the outer surface of the body 2 and the inner wall of the electroplating tank 1, and also includes a feeding device for delivering chemical liquid to the inner wall electroplating section 3;
[0034] During the electroplating process of this pipe electroplating equipment, the feeding device continuously delivers the chemical liquid to the inside of the pipe body 2 to supplement the copper ions consumed in the electroplating process of the inner wall electropl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More