Method for improving cavity problem in injection-molded thick-walled PPR pipe fittings
A pipe fitting and cavity technology is applied in the field of improving the internal cavity problem of injection-molded thick-walled PPR pipe fittings.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
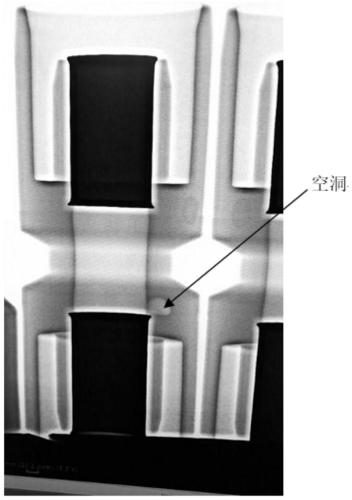
[0019] Use Haitian injection molding machine (MA3000) to produce "electromagnetic hot-melt integrated equal-diameter pipe sleeve 32", the specific steps are as follows:
[0020] 1. Install the forming mold on the injection molding machine, and connect the mold temperature controller to the circulation pipeline of the forming mold through the water pipe, and control the temperature of the liquid in the circulation pipeline of the forming mold to 45°C through the model machine;
[0021] 2. Heating the barrel of the injection device, so that the temperature in the barrel of the injection device reaches the preset temperature, adding the raw material into the barrel of the injection device, and the raw material is heated and melted to become a fluid melt;
[0022] 3. After the mold clamping is completed, the fluid melt is injected and filled into the molding cavity of the molding mold through the injection device;
[0023] 4. After the injection filling is completed, keep the pres...
Embodiment 2
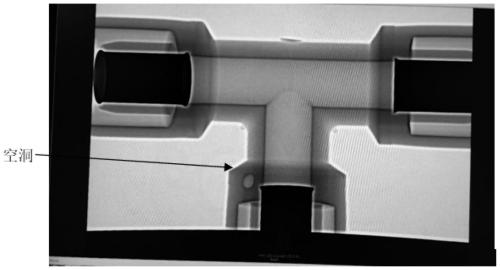
[0035] Haitian injection molding machine (MA3600) is used to produce "electromagnetic hot-melt integrated equal-diameter tee 32", the specific steps are as follows:
[0036] 1. Install the forming mold on the injection molding machine, and connect the mold temperature controller to the circulation pipeline of the forming mold through the water pipe, and control the temperature of the liquid in the circulation pipeline of the forming mold to 55°C through the model machine;
[0037] 2. Heating the barrel of the injection device, so that the temperature in the barrel of the injection device reaches the preset temperature, adding the raw material into the barrel of the injection device, and the raw material is heated and melted to become a fluid melt;
[0038] 3. After the mold clamping is completed, the fluid melt is injected and filled into the molding cavity of the molding mold through the injection device;
[0039] 4. After the injection filling is completed, keep the pressure...
Embodiment 3
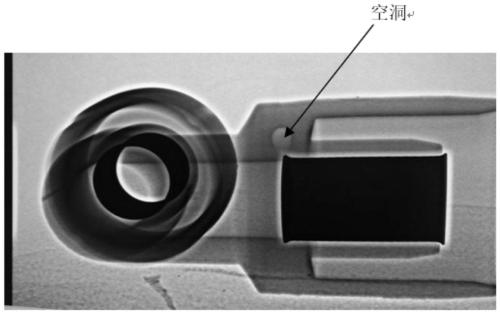
[0050] Haitian injection molding machine (MA4500) is used to produce "electromagnetic hot melt integrated 90 degree elbow 32". The specific steps are as follows:
[0051] 1. Install the molding mold on the injection molding machine, and connect the mold temperature controller to the circulation pipeline of the molding mold through the water pipe, and control the temperature of the liquid in the circulation pipeline of the molding mold to 60°C through the model machine;
[0052]2. Heating the barrel of the injection device, so that the temperature in the barrel of the injection device reaches the preset temperature, adding the raw material into the barrel of the injection device, and the raw material is heated and melted to become a fluid melt;
[0053] 3. After the mold clamping is completed, the fluid melt is injected and filled into the molding cavity of the molding mold through the injection device;
[0054] 4. After the injection filling is completed, carry out pressure ho...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More