

Production process of aluminum foil for lithium battery prepared by high hardness roll
A production process and high-hardness technology, applied in the direction of rolls, manufacturing tools, metal rolling, etc., can solve the problems of large amount of return of upstream production enterprises, local poor shape, difficult to ensure elongation, etc., to enhance the stability of roll shape , economic benefit improvement, and the effect of improving deformation resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] A production process for preparing aluminum foil for lithium batteries with high-hardness rollers, comprising:
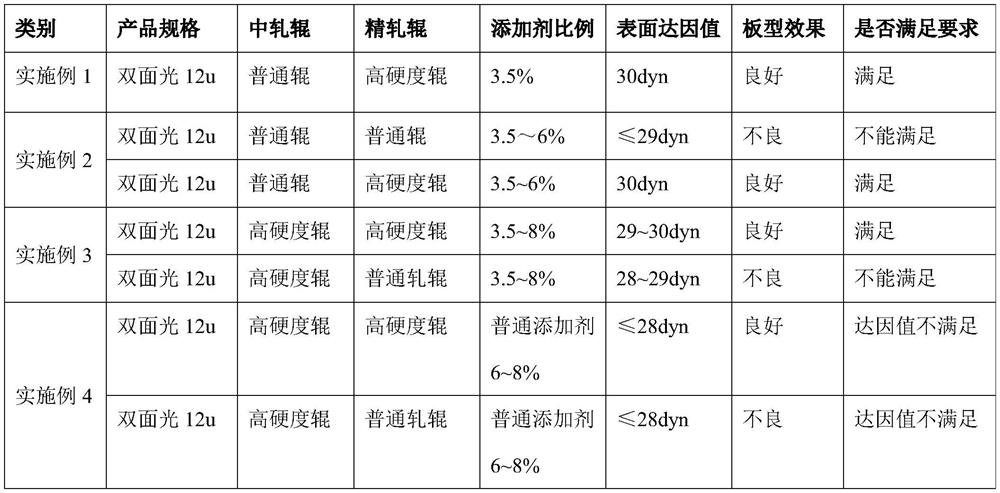
[0032] Step 1. Use 0.26×1300mm hot-rolled material with an alloy of 8011H18 as the battery foil wool, and the measured tensile strength of the wool is 190N / mm 2 , extended by 3.5%; finished product technical requirements: the measured tensile strength of the finished product is not less than > 250N / mm 2 , elongation > 2.5%, surface dyne value ≥ 30dyn;
[0033]Use roughness 120# grinding wheel to grind Ra: 0.23um rough roll from 0.26mm-0.130mm-0.065mm, and then use 220# grinding wheel to grind Ra: 0.10um ordinary roll for 2 passes: 0.065mm—0.032mm —0.017mm; obtain the single aluminum foil before finish rolling, and transfer to the closing machine for edge trimming, and obtain the single aluminum foil with a width of 1280mm;
[0034] Step 2. Before double rolling in the finishing mill, empty out the previously prepared rolling oil containing non-designated ad...
Embodiment 2
[0040] A production process for preparing aluminum foil for lithium batteries with high-hardness rollers, comprising:
[0041] Step 1. Use 0.26×1300mm hot-rolled material with an alloy of 8011H18 as the battery foil wool, and the measured tensile strength of the wool is 190N / mm 2 , extended by 3.5%; finished product technical requirements: the measured tensile strength of the finished product is not less than > 250N / mm 2 , elongation > 2.5%, surface dyne value ≥ 29dyn;
[0042] Use roughness 120# grinding wheel to grind Ra: 0.23um rough roll from 0.26mm-0.130mm-0.065mm, and then use 220# grinding wheel to grind Ra: 0.10um ordinary roll for 2 passes: 0.065mm—0.032mm —0.017mm; obtain a single aluminum foil before finish rolling. After being transferred to the winder and trimmed, a single aluminum foil with a width of 1280mm is obtained;
[0043] Step 2, before the double rolling of the finishing mill, rolling is carried out according to the rolling oil prepared in Example 1, ...
Embodiment 3
[0052] A production process for preparing aluminum foil for lithium batteries with high-hardness rollers, comprising:
[0053] Step 1. Use 0.26×1300mm hot-rolled material with an alloy of 8011H18 as the battery foil wool, and the measured tensile strength of the wool is 190N / mm 2 , extended by 3.5%; finished product technical requirements: the measured tensile strength of the finished product is not less than > 250N / mm 2 , elongation > 2.5%, surface dyne value ≥ 30dyn;
[0054] Use roughness 120# grinding wheel to grind Ra: 0.23um rough roll from 0.26mm-0.130mm-0.065mm;
[0055] Intermediate rolling using 220# grinding wheel grinding Ra: 0.10um HSD120 high hardness medium roll production 2 passes: 0.065mm-0.032mm-0.017mm; get a single aluminum foil before finish rolling; transfer to the coiler after trimming , to obtain a single aluminum foil with a width of 1280mm. The actual sheet shape on-line coincides with the target shape, and the process shape is stable, without loos...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More