

Cold rolling production line circle shear edge blocking risk identification method and system
A risk identification, disc shearing technology, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problem of disc shearing edge plugging failure without effective pre-control means
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
[0074] This embodiment provides a method for identifying the risk of disc shear and edge blocking in a cold rolling production line. Decisions are made by acquiring hot rolling data and cold rolling real-time data, combined with the genetic influence of hot rolling quality problems and the strip operation at the entry section of cold rolling. In the hot rolling process, the cambering caused by the difficulty in rolling control of the head and tail parts of the strip, the loss of width of the strip during the rolling process, and other parts with high edge plugging risks are pre-identified. The edge blocking risk caused by the characteristics of the future material and the edge blocking risk caused by the operation state are combined to carry out risk identification, which can provide production early warning for the edge blocking problem; the method can be realized by electronic equipment, and the electronic equipment can be a terminal or a server.
[0075] Among them, if the e...
no. 2 example
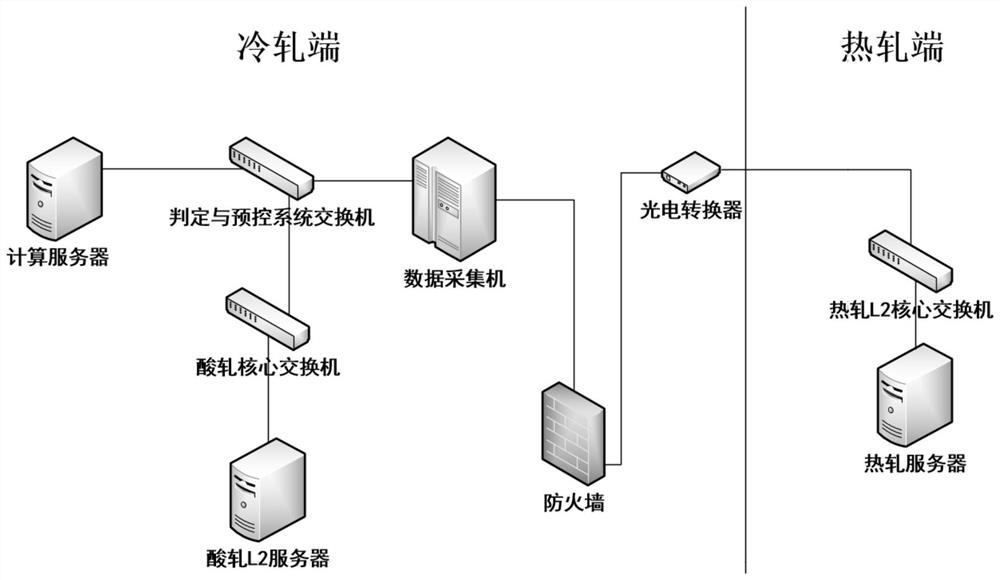
[0148] This embodiment provides a disc shear and edge plugging risk identification system for a cold rolling production line. The cold rolling production line is equipped with a strip positioning device, a CPC deviation correction system and a disc shearing device. The system includes: based on hot rolling incoming material data The edge blocking risk identification module and the edge blocking risk identification module based on cold rolling deviation monitoring data; among them,
[0149] The edge plugging risk identification module based on hot-rolled incoming material data is used for:
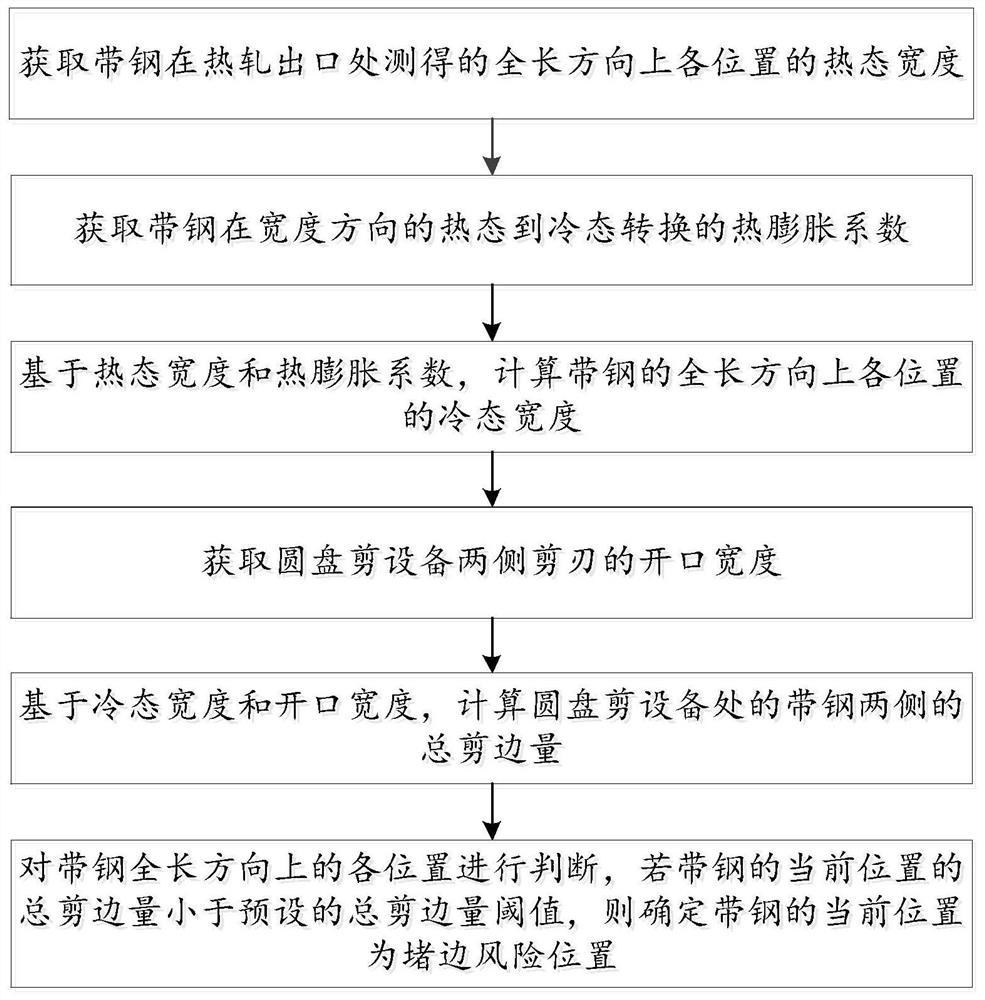
[0150] Based on the hot state width of each position along the full length direction measured at the hot rolling exit of the strip currently about to go online and the opening widths of the cutting edges on both sides of the disc shearing equipment, the total shear on both sides of the strip is calculated. margin;
[0151] Judging each position in the full length direction of the strip, if...
no. 3 example
[0159] This embodiment provides an electronic device, which includes a processor and a memory; wherein, at least one instruction is stored in the memory, and the instruction is loaded and executed by the processor to implement the method of the first embodiment.
[0160] The electronic device may vary greatly due to different configurations or performances, and may include one or more processors (central processing units, CPU) and one or more memories, wherein the memory stores at least one instruction, so The above instructions are loaded by the processor and realize the edge blocking risk identification based on the hot rolling incoming data and the edge blocking risk identification based on the cold rolling deviation monitoring data; wherein,
[0161] Edge plugging risk identification based on hot-rolled incoming data, including:
[0162] Based on the hot-state width of each position along the full length direction of the strip steel currently about to go online and the ope...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More