

Method for improving hardness uniformity of cross section of heat-treated steel rail head
A technology with uniform hardness and cross-section, which is applied in heat treatment equipment, manufacturing tools, quenching agents, etc., can solve the problems of uneven distribution of Rockwell hardness in cross-section and does not involve the uniformity control of Rockwell hardness distribution in cross-section, and achieves easy Popularization and application, strong operability, and the effect of improving the uniformity of distribution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
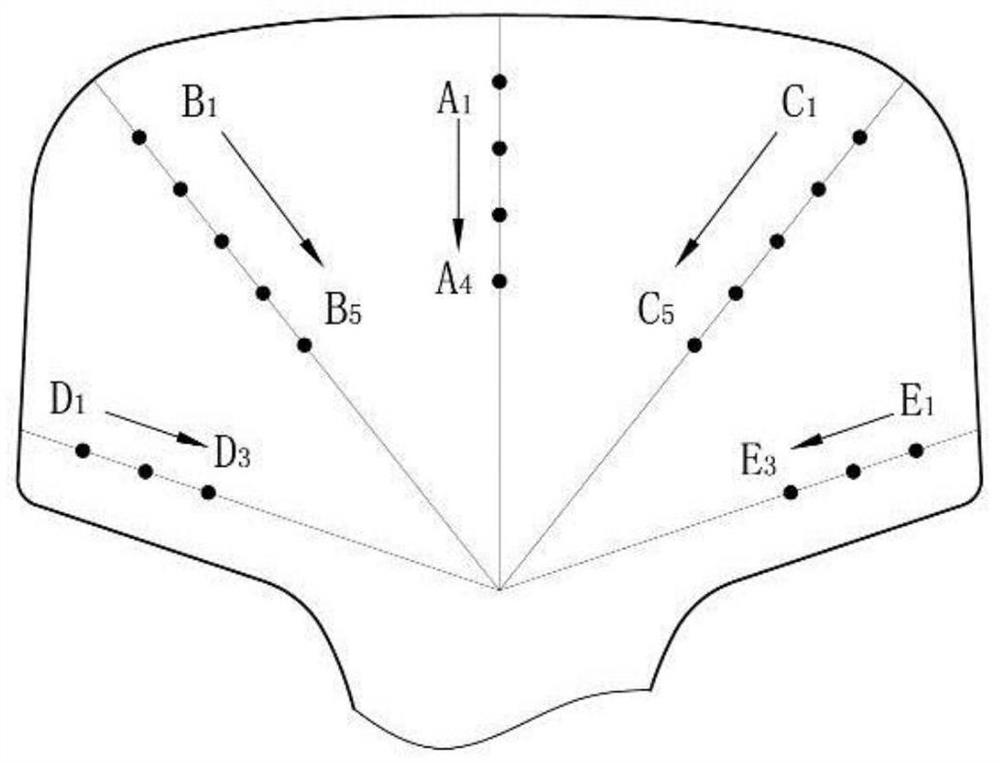
[0040] A method for improving the hardness uniformity of the cross-section of the rail head of a heat-treated steel rail. The method described in this embodiment is:
[0041] Step 1. The chemical composition of the heat-treated steel rail is: C is 0.72wt%, Si is 0.68wt%, Mn is 1.05wt%, V is 0.05wt%, Cr is 0.2wt%, P is 0.014wt%, S is 0.005wt% %, the rest is Fe and inevitable impurities.
[0042] According to the chemical composition of the heat-treated rail, it is carried out according to the conventional rail production method: molten iron desulfurization, converter smelting, LF refining, vacuum treatment, continuous casting, billet heating, hot rolling.
[0043] Step 2. Perform dynamic staged accelerated cooling on the hot rolled rail head, and the starting cooling temperature is 760°C. The accelerated cooling process of the heat-treated rail head is divided into 5 stages: the cooling rate of the first stage is 8.5°C / s , the cooling time of the first stage is 11s; the cooli...
Embodiment 2
[0046] A method for improving the hardness uniformity of the cross-section of the rail head of a heat-treated steel rail. The method described in this embodiment is:
[0047] Step 1. The chemical composition of the heat-treated steel rail is: C is 0.83wt%, Si is 0.57wt%, Mn is 0.93wt%, V is 0.08wt%, Cr is 0.15wt%, P is 0.012wt%, S is 0.006wt% %, the rest is Fe and inevitable impurities.
[0048] According to the chemical composition of the heat-treated rail, it is carried out according to the conventional rail production method: molten iron desulfurization, converter smelting, LF refining, vacuum treatment, continuous casting, billet heating, hot rolling.
[0049] Step 2. Perform dynamic staged accelerated cooling on the hot rolled steel rail head. The starting cooling temperature is 780°C. The accelerated cooling process of the heat treated rail head is divided into 5 stages: the cooling rate of the first stage is 8.0°C / s , the cooling time of the first stage is 8s; the coo...
Embodiment 3
[0052] A method for improving the hardness uniformity of the cross-section of the rail head of a heat-treated steel rail. The method described in this embodiment is:
[0053] Step 1. The chemical composition of the heat-treated steel rail is: C is 0.76wt%, Si is 0.60wt%, Mn is 0.85wt%, V is 0.07wt%, Cr is 0.18wt%, P is 0.013wt%, S is 0.007wt% %, the rest is Fe and inevitable impurities.
[0054] According to the chemical composition of the heat-treated rail, it is carried out according to the conventional rail production method: molten iron desulfurization, converter smelting, LF refining, vacuum treatment, continuous casting, billet heating, hot rolling.
[0055] Step 2. Perform dynamic staged accelerated cooling on the hot-rolled steel rail. The initial cooling temperature is 800 °C. The accelerated cooling process of the heat-treated steel rail head is divided into 5 stages: the cooling speed of the first stage is 6.5 °C / s, and the cooling speed of the first stage is 6.5 °...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More